Электроды для сварки инвертором: сварка нержавейки или тонкого металла алюминия без аргона для начинающих в домашних условиях
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.
Читайте также: Сварочная проволока: что это такое, виды и применение

Учтите : электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
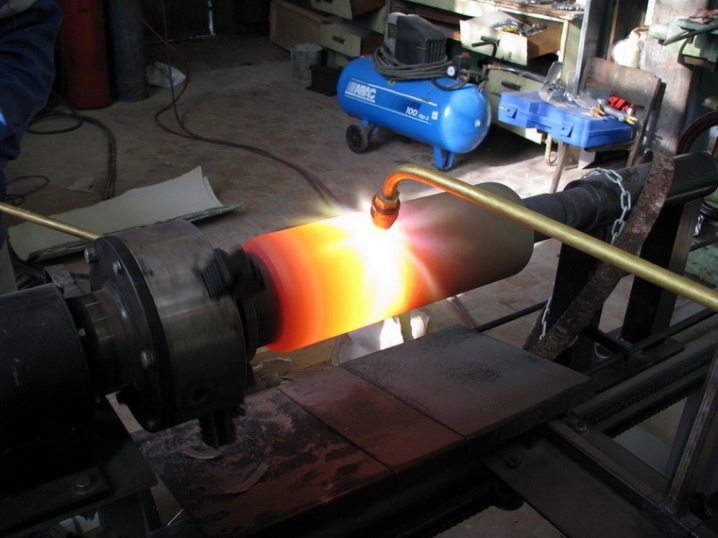
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
Без подогрева алюминиевых изделий и просушки плавящихся стержней, соединение не получится.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.

Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
Читайте также: Как пихает бабочка, или сложности простого экструдера
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.

Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Соединение выполняется без дуги, простым подносом электрода к скрутке на 1-2 секунды. На инверторном аппарате силу тока выставляют 20 А.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Марки
Для работы с алюминием используют покрытые электроды. Из наиболее востребованных – ОЗА-1, который применим исключительно для чистого металла. Перед тем как начать работу, потребуется сначала очистить поверхность от оксидного слоя и дополнительно подогреть ее.
При использовании этого изделия сварной шов получается сложным. Его обязательно нужно промывать водой, но ее предварительно подогревают. Шов очищается металлической щеткой. У описываемого расходника имеется и недостаток – очень сложно качественно выполнить работу в вертикальном положении, поскольку начинает образовываться дополнительная дуга.
Для сращивания кремниево-алюминиевого сплава лучше всего использовать ОЗА-2.
Так же для толстых деталей, изготовленных из чистого алюминия, используют электрод ОЗАНА-1. Прогрев осуществляется до температуры в 400°С. ОЗАНА-2 – модификация того же изделия, используемая для алюминиевых сплавов.
Если материал легирован силеном, марганцем или магнием или необходимо сварить дюралюминий, тогда идеальным решением станет электрод под маркой ОКБ96.20.
В такой отрасли, как машиностроение, используется электрод под маркой ОК96.50. Его стержень изготавливается из алюминия, а поверх наносится кремний и железо, при этом толщина изделия может быть разной.

Сварка возможна только током обратной полярности. Если использовать обмазку щелочно-солевым составом, то можно сформировать защитный слой, который нейтрализует оксидную пленку, негативно сказывающуюся на качестве шва.
Опытные сварщики перед использованием этого электрода советуют прогревать заготовку до температуры в 250-300°С.
Сварка алюминия электродом в домашних условиях
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого «крылатого» металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 — для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Свойства алюминия
Чтобы понять, как применять электрод для сварки алюминия, следует понять присущие этому металлу качества.
Поверхность алюминия при окислении на воздухе покрывается оксидной пленкой. Ее довольно сложно расплавить. Также сварка алюминия электродом должна происходить в особой газовой среде. Иначе расплавленные капли вещества на воздухе станут окисляться и не сольются в единую субстанцию. Шов при этом создать не получится.
Для сварки алюминия вольфрамовым электродом применяют аргон или более дорогостоящую его смесь с гелием.
Несмотря на то что алюминий является быстрее расплавляемым металлом по сравнению со сталью, для его обработки требуется в 1,2 раза больше сварочного тока.
Характеристики электродов для сварки алюминия дуговой сваркой
Дуговая сварка — выгодный и простой вариант при обработке конструкций из алюминия или его сплавов. При этом используются покрытые плавящиеся электроды.

Одна из главных особенностей алюминиевых электродов — быстрая скорость плавления. Поэтому сварка происходит в 2-3 раза быстрее, чем при работе с другими металлами.
При остановке сварки (или при обрыве дуги) на конце стержня, а также на поверхности кратера сварочной ванны образуется слой шлака. Из-за этого сложно повторно разжигать дугу. Рекомендуется варить одним электродом непрерывно, до полного расплавления расходника.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов . Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Читайте также: Требуется низкая температура пайки? Есть решение – паяльная паста Indium 5.7LT
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Метод электросварки алюминия полуавтоматом

Сварка алюминия постоянным током.
Режим DC MIG выполняется с применением специального импульсивного аппарата, который помогает справиться с оксидной эзерфолью при помощи импульса высокого напряжения. Такой способ имеет высокий уровень качества шва, так как во время плавления капли алюминия «вбиваются» в сварочную ванную. Но стоимость такой аппаратуры очень высока.
Для выполнения MIG-сварки необходимо помнить о следующих технических особенностях:
- Сплавы алюминия и его сплавы не терпят постоянного тока с прямой полярностью.
- Если в рукаве будут наблюдаться сопротивления, то алюминиевая проволока будет завиваться в петли, так как она мягче, чем стальная. Для избегания такой неприятности необходимо запастись четырехроликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем для него, который способствует снижению сопротивления.
- Чтобы алюминиевая проволока не застревала в токосъемнике, лучше всего подбирать наконечник, диаметр которого будет превышать размер отверстия. Как альтернатива есть специальные токопроводящие наконечники с маркировкой «Al».
- Не следует забывать о правильной скорости подачи алюминиевой проволоки, чтоб она не успевала полностью расплавиться. Алюминий – очень мягкий металл, поэтому плавление у него происходит значительно быстрей, нежели у стали.
Следует помнить, что какой бы режим ни был выбран, марка проволоки должна подбираться под рабочий материал. Чтобы осуществить всю работу качественной, желательно изначально ознакомиться не только с технологией сварки алюминия, но и со всей аппаратурой, которую придется применять во время этого процесса.
Советы по использованию
Если технология сварки тщательно соблюдается в домашних условиях, то никаких проблем с получением качественного шва возникнуть не должно.
При отсутствии познаний в технических характеристиках разного рода электродов для алюминия можно всегда варить простым изделием.
Для более сложных работ, где требуется хороший, прочный и непористый шов, потребуется правильно подобрать марку проводов.
Перед сваркой обязательно нужно качественно зачищать поверхность, подлежащую обработке. Сделать это можно как механическим, так и химическим методом. После очистки сваривать детали советуют не позднее чем через 8 часов. Если прождать дольше, то оксидная пленка снова начнет появляться, в результате – плохой сварной шов, и чем больше времени проходит, тем ниже его качество.

Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:

Как правило, для сварки конструкций и деталей из алюминия чаще всего используется специальное оборудование и особые технологии. Сваривать же при помощи ручной дуговой сварки
довольно-таки непросто. Но иногда это бывает необходимо, и мы поможем вам разобраться, как сваривать алюминиевые конструкции электродами.
При выполнении работ с алюминием применимы в основном такие типы сварки:
- ММА (ручная дуговая сварка алюминия (см. электроды по алюминию));
- MIG (полуавтоматическая сварка алюминия);
- TIG (сварка алюминия в аргоновой среде с употреблением проволоки присадочной).
Мы не будем затрагивать тему агронодуговой сварки или применении вольфрамовых электродов. Ниже пойдёт речь об проведении сварочных работ простыми ручными покрытыми электродами дуговой сварки.



Как выполняется подготовка алюминия к сварке
Чтобы технология сварки алюминия и его сплавов была проведена правильно, важно провести правильную подготовку кромок всех деталей. При этом совсем не имеет значения, где будет проводиться данная процедура — дома или на производстве.
Подготовка алюминия к сварке состоит в проведении важных мер:
- поверхность металла необходимо хорошо очистить от грязи, масла и жира. Чтобы поверхности полностью обезжирить их требуется обработать при помощи специальных растворителей — уайт-спиритом, ацетоном, бензином и другими средствами;
- во время подготовительного этапа может проводиться разделка кромок свариваемых деталей, она делается, если в этом есть необходимость. Если сварка алюминиевых радиаторов и других компонентов выполняется без использования покрытых электродов, то разделка кромок производится при размере толщины соединяемых деталей больше 4 мм. Если в процессе сваривания используются электроды, то разделку кромок делают, когда размер толщины составляет больше 2 см;
- если для сваривания будут использоваться алюминиевые листы, размер толщины которых составляет не больше 1,5 мм, то перед выполнением соединения, их торцы тщательно обрабатываются;
- с поверхностей деталей из алюминия перед началом сваривания требуется полностью удалить оксидную пленку. Для этой процедуры может применяться напильник или щетка с ворсинками из нержавеющей стали. При помощи данных изделий с кромок соединяемых заготовок производится удаление оксидной пленки.
Нередко зачистка алюминия перед сваркой выполняется при помощи различных химических растворителей — каустической соды, бензина. Они помогают быстро устранить оксидную пленку. Если для очистки кромок соединяемых деталей будет использоваться каустическая сода, то после данной обработки их требуется промыть при помощи проточной воды.
Сварка алюминия электродами (MMA)
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию. Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки.
- Выбор электродов.

Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую. - Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.

Химические свойства алюминия

Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла. С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3 о С, температура плавления оксидной плёнки — 2037 о С.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.
- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.

Электроды ОК AlMn1 (96.20) с марганцем в составе
Читайте также: Что делать если нахватался сварки и болят глаза народными средствами
Особенности работы с алюминием
Электрическая дуга позволяет соединять различные виды металлов, в том числе и алюминий, с помощью значительного нагрева деталей. Она позволяет проплавить металлические пластины различной толщины, что способствует созданию прочного соединения. Но соединение алюминиевых деталей сопряжено с определенными трудностями работы.

Сварочный шов на алюминиевой детали
Алюминий обладает некоторыми характеристиками, несвойственными большинству металлов, одной из которых является гигроскопическое свойство. Это свойство металла заключается в его способности впитывать влагу из окружающей среды. Многие не подозревают об этом, так как холодный алюминий не имеет видимых свидетельств накопления влаги.
Но при значительном нагреве, в месте сварочных работ начинается испарение влаги. Это приводит к излишним брызгам, трудностям в работе и получении некачественного соединения.
Чтобы препятствовать возникновению дефектов, следует предварительно нагреть алюминиевые изделия до температуры 150 градусов. Это можно сделать с помощью газовой горелки. При этом влага испарится из поверхности алюминия и не будет препятствовать выполнению качественных сварочных работ.
Сварка алюминия своими руками также сопряжена с проблемой покрытия металла оксидным слоем. Оксидная пленка возникает в процессе химической реакции между молекулами алюминия и кислорода. Она защищает изделия от воздействия кислотной среды, в то же время препятствуя выполнению сварочных работ. Это связано с большой разницей температуры плавления чистого металла и его оксида. Температура плавления алюминия составляет 500 градусов, а его оксида – 2000 градусов. Поэтому перед тем как варить алюминиевые изделия рекомендуется очистить поверхность металла с помощью металлической щетки. Это позволяет получить доступ к чистому металлу.
Однако очищенная поверхность очень быстро воздействует с кислородом, в результате чего на поверхности образуется новый оксидный слой. Поэтому в промышленных условиях сваривание деталей проводят одновременно с подачей инертного газа – аргона. Он препятствует доступу кислорода к металлу и возникновению новой оксидной пленки.
В домашних условиях также следует создать газовое облако при сварке с помощью инвертора.
Следует также учитывать тот факт, что алюминий в чистом виде практически не используется. Чаще всего применяются сплавы на его основе, которые обладают улучшенными свойствами. Некоторые дополнительные компоненты могут препятствовать созданию качественного шва.
Какие электроды лучше
Несколько слов о том, какие электроды лучше для сварки алюминиевыми электродами. Для ручной дуговой сварки алюминиевых конструкций часто используются расходники от марки «Озана-2». Среди достоинств электродов этой марки:
- обеспечивают стабильное горение дуги;
- хорошо формируется шов в любом положении (в том числе и в вертикальном);
- шлаковые образования на рабочей поверхности легко отделяются;
- сварочный шов имеет хорошие механические свойства.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.

Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение. Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.

Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Инвертор для сварки алюминия может быть самой различной модификации. Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Выбираем плавящиеся электроды
Электроды по алюминию для электродуговой сварки выбирают с учетом:
- Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
- Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
- Предварительного подогрева до 300-4000С (более высокие значения — для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
- Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-3000С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Применение находят следующие исполнения плавящихся электродов: 

- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 — класс, который предназначается для работ с кремнисто-алюминиевыми сплавами. Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
- Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.
Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод для алюминия готов к использованию.
Выбор электрода производится в зависимости от марки свариваемого алюминиевого сплава. Изделия нуждаются в предварительной подготовке. Простейшее исполнение можно изготовить и самостоятельно.
Какие электроды лучше для сварки инвертором? Виды электродов и их назначение
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ.
Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов.
Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше.
Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье.
С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы.
