Виды напильника имеют большое разнообразие
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
- заточка режущих кромок;
- шлифование и снятие заусенцев;
- зачистка поверхности до определенного уровня шероховатости;
- послойное опиливание поверхности;
- отрезка заготовок;
- подгонка размеров;
- выполнение канавок, фасок, радиусов, шлицев, пазов и пр;
- придание конструктивным элементам нужной формы.
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Типы
Классификация инструмента может проводиться по самым различным признакам. Напильники по металлу подразделяют на несколько типов.
- Драчевые. На 10 мм рабочей поверхности приходится около 5-12 насечек. Шероховатая поверхность при использовании этого варианта очень высокая. Однако с увеличением размера зубьев за один проход снимается больше материала.
- Личные. Этот вариант также с редким расположением зубьев и крупными насечками подходит для быстрой обработки изделия, изменения формы и размеров. Количество зубьев достигает 25 штук.

- Бархатные. Этот класс характеризуется тем, что на 10 мм приходится около 80 зубьев. При его использовании нужно быть осторожным, слишком большое усилие может стать причиной повреждения инструмента.

Как правило, обработка поверхности проводится в несколько этапов. Для начала используют варианты с крупными зубьями, после – с мелкими. Марка часто указывает не только на тип используемого материала при изготовлении рабочей части, но и на форму.
Набольшее распространение получили рихтовочные варианты. Они обходятся дешевле, подходят для большинства работ.
Маленький инструмент обладает большим классом точности, но для обработки крупных деталей потребуется много времени.


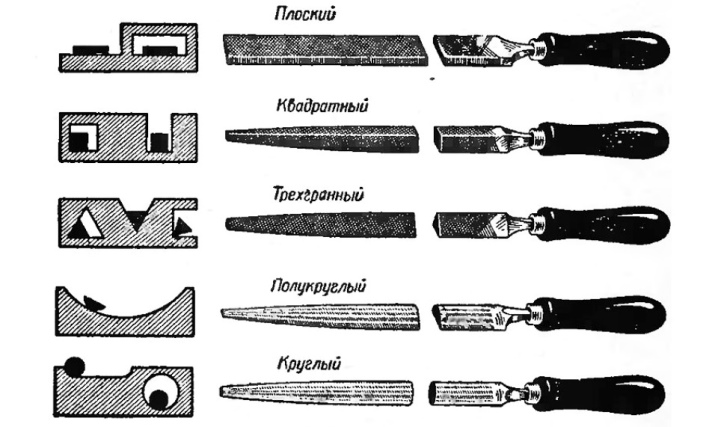
Классификация может проводиться и по форме рабочей части – к примеру, квадратный и тарированный, ромбический. В отдельную группу отнесем резьбовые, предназначенные для обработки подобной поверхности. Полукруглый выглядит несколько необычно, применяется для снятия металла с внутреннего отверстия. Бывает капский и пневматический вариант, который чаще всего используется на заводах, тонкий подходит для удаления небольшого слоя металла.
Общие
Этот тип напильника получил самое широкое распространение. Его длина составляет около 50 см, эффективен в случае, когда нужно снять до 1 мм металла.
Форма может существенно отличаться. Плоские варианты подходят для снятия металла с ровных поверхностей, трехгранные используются для работы с внутренними пазами.


Специальные
Некоторые детали имеют сложные углы и наклоны, зубчатую поверхность. Необычная рабочая часть позволяет убирать металл с поверхности канавок и пазов.
Драчевые инструменты оснащаются самыми крупными зубьями. Низкая точность определяет возможность применения напильника на начальном этапе работы.


Надфили
Самые мелкие напильники называют надфилями. Они маленькие и точные, подходят для изменения размеров или шероховатости поверхности.
При изготовлении надфилей применяется сталь марки У12 или У12А. За счет дополнительной термической обработки достигается показатель твердости 60 HRC. Форма рабочей поверхности существенно отличается, подбирается в зависимости от поставленной задачи.

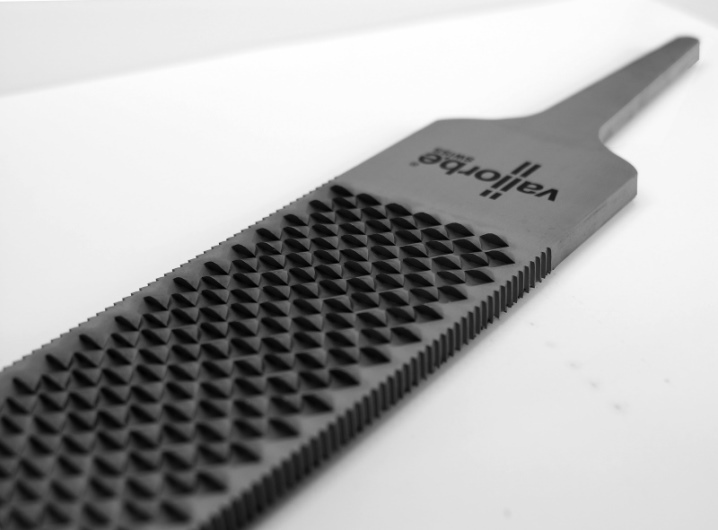
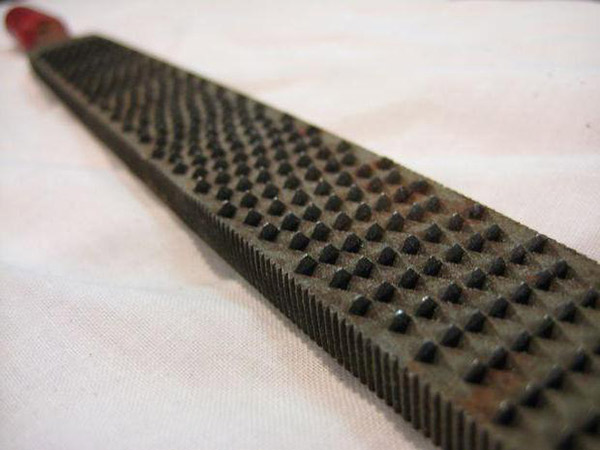
Рашпили
Рашпили получили широкое применение при работе с мягкими металлами, к примеру, алюминием. Рабочий стержень представлен литым изделием из сплава У7А или У10А, твердость поверхности – не более 40 HRC. Стандартная длина – не более 35 см.
Изготавливаются рашпили различной формы. Плоский тип может иметь острый или тупой наконечник, в отдельную группу можно отнести варианты круглой и полукруглой формы.

Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
- в виде плоского прямоугольника;
- круглыми;
- полукруглыми;
- овальными;
- ромбическими;
- в виде равностороннего или тупоугольного треугольника.

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Устройство инструмента
Слесарный напильник, состоящий всего из двух частей – главный помощник слесаря. Он чрезвычайно прост по конструкции. Устройство инструмента можно представить в виде двух частей: первая, иногда называемая «лезвием», выполняет основную работу, и хвостовик, на который крепится ручка, выточенная из дерева или пластика. В рабочей части выделяют:
- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.

Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Особенности применения инструментов ручного точения
Есть весьма условное деление по назначению. Выделяют основные категории.
- Слесарные – наиболее распространённые напильники. Их используют на любом промышленном предприятии. В домашних мастерских и личных хозяйствах нетрудно встретить подобный инструмент.
- Надфили используются для тонкой работы. Основными пользователями являются ювелиры, слесари-лекальщики. Без мелкого инструмента трудно невозможно обрабатывать труднодоступные места. Например, Михаил Тимофеевич Калашников уже будучи известным конструктором автоматического оружия дорабатывал отдельные детали самостоятельно с помощью набора надфилей.
- Заточные напильники (в основном треугольные и ромбовидные) используются для заточки зубьев на ножовках, пильных цепях и в других местах, где требуется восстановить требуемую остроту режущих кромок.
- Рашпили – особый класс инструментов, используемых для обработки древесины и иных неметаллических материалов. Их отличает наличие зубьев особой точечной формы. Иногда рашпили называют драчевыми напильниками, хотя – это не совсем верно.
Набор рашпилей для домашней мастерской
Домашнему умельцу, который занимается или только планирует заняться изготовлением изделий из дерева, без рашпилей не обойтись. Если окончательную шлифовку детали вместо напильника можно выполнить шлифовальной шкуркой, то для черновой работы нужен именно рашпиль. Конечно, данный инструмент должен быть не один. Даже начинающему мастеру стоит приобрести несколько самых ходовых разновидностей.

Совет! Подбирая рашпили для домашней мастерской, важно обращать внимание на материал и профиль рабочей части, материал и качество изготовления ручки, номер насечки.
Для изготовления качественного рашпиля используют углеродистую инструментальную сталь марки У7, У7А, У8. Она отличается высокой прочностью, долго держит заточку.

Одной из важнейших характеристик рашпиля является класс насечки. Различают 1-й и 2-й класс. Между собой они отличаются количеством зубьев и расстоянием между ними. Легко догадаться, что чем больше расстояние между зубьями, тем реже забивается инструмент, но тем грубее получается поверхность.

Работают рашпилем, удерживая его за ручку, следовательно, она должна быть удобной и надежной. Оценить удобство проще всего, взяв инструмент в руку. С оценкой надежности сложнее. Тут все зависит от производителя, его ответственности. Можно только отметить, что качественный инструмент должен иметь деревянную или двухкомпонентную прорезиненную ручку. На ней не должно быть трещин и сколов.
Надфили
Надфиль
— это маленький напильник для работы с мелкими деталями. Бывают двух видов:
— прямые
одноконцевые надфили имеют насечку на одном конце и длинный цилиндрический хвостовик, предназначенный для установки специальных ручек. Можно работать без них, но это менее удобно;
Рис.
Надфиль прямой одноконцевой
— изогнутые
двухконцевые позволяют использовать оба конца с насечкой, а роль ручки выполняет их средняя часть. За рубежом такие надфили изготавливаются в широком ассортименте, а в нашей стране они распространены мало.
Рис.
Надфиль изогнутый двухконцевой

Поперечные сечения
надфилей повторяют сечения напильников.
Длина надфиля
— это его рабочая часть. Размерный ряд в (мм): 80, 120, 160.
Вид насечки
— только двойная, а на боковой стороне полотна прямоугольного сечения — одинарная.
Размер насечки
измеряется так же, как у напильников, количеством зубьев на 1см длины полотна, но она мельче. Существует 10 номеров насечки — от № 00 (20 зубьев на 1 см) до № 8 (112 зубьев на 1 см).
Алмазные надфили
Читайте также: Установка резьбовых заклепок: особенности, инструменты, установка без заклепочника
предназначены для обработки материалов с большой твердостью, например закаленных высокоуглеродистых сталей и т. п. Роль насечки выполняет покрытие из тонкого слоя порошкообразных природных или синтетических алмазов. В качестве связующего материала используется никель. Скорость опиливания и шероховатость полученной поверхности зависят от размеров частиц алмазного порошка. Профили алмазных надфилей практически совпадают с ассортиментом “обычных” — есть с цилиндрическим хвостовиком и двухконцевые.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
- для слесарных работ;
- спецназначения;
- надфили;
- рашпили;
- машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая формапозволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Восстановление напильника народными способами
В домашних условиях можно заточить напильник более простыми способами. Многие умельцы для восстановления режущей части инструмента используют подручные средства:
- Лимонная кислота. С напильника удаляется грязь и жирный налет. После этого подготавливается раствор – две полные чайные ложки лимонной кислоты на стакан чистой воды. Напильник помещается в кислотный раствор на сутки. При этом периодически следует проверять состояние инструмента. После восстановления напильник необходимо промыть в растворе щелочи для нейтрализации кислоты.
- Хлорное железо. Реактив смешивают с водой в соотношении 1:4. В такой раствор погружается подготовленный напильник на 1,5 часа. После такой обработки инструмент становится намного острей.

Хлорное железо – средство для восстановления напильника

Вместо лимонной кислоты для восстановления напильника можно использовать уксус. Для обезжиривания поверхности успешно используется простой раствор соды. В нем следует прокипятить инструмент в течение 10 минут.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Подробности читайте в статье «Надфиль. Назначение, характеристики, виды и выбор».
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Технические характеристики инструмента
При выборе напильника необходимо учитывать несколько критериев:
- Размеры инструмента.
- Материал ручки. Удобство её удержания в ладони.
- Сталь, используемую при изготовлении рабочей части.
- Вид насечек, их расположение.
От этих показателей будет зависеть долговечность, эффективность, комфорт при работе.
Как правильно работать напильником
Зная о том, какие виды напильников бывают, и чем они отличаются между собой, не будет лишним разобраться в вопросе правильного их применения. Многие мастера длительное время пользуются приборами, и даже не догадываются о том, что такая эксплуатация является неправильной. Если работать напильником неправильно, то кроме снижения эффективности применения инструмента, происходит его быстрый износ. Именно поэтому очень важно (особенно новичкам) разобраться в вопросе правильного применения напильников.

Хотя этот прибор не представляет собой сложности конструкции, и к тому же он не является опасным, но при этом важно научится им работать. Для этого рекомендуется выполнить ряд следующих действий:
- Для начала нужно зафиксировать обрабатываемую деталь. Для этого используются тиски или струбцина, что зависит от габаритов заготовки. Деталь должна быть надежно зафиксирована, так как от этого зависит возможность ее обработки в целом
- Далее необходимо обеспечить рабочее место качественным освещением. Если освещение будет недостаточным или вовсе отсутствовать, то уместен риск порчи заготовки
- Выбрать подходящий вариант напильника. Именно на этом этапе новички сбиваются с пути, и выбирают приборы по типу шероховатости неправильно. Чтобы выбрать правильно напильник для проведения соответствующих работ, следует предварительно оценить состояние заготовки. Для снятия большого слоя металла используются инструменты драчевого типа. Снятие небольшого слоя металла или очистка поверхности от коррозии осуществляется напильниками личного или бархатного типа. В каждом случае нужен индивидуальный подход к выбору соответствующего прибора
- Подготовка напильника к работе. Если инструмент не новый, то предварительно рекомендуется выполнить очистку рабочей части. Для этого необходимо воспользоваться щеткой по металлу
- Переходим к выполнению работ, для чего нужно действовать следующим образом — взять инструмент одной рукой за рукоятку, а второй за пятку. Когда инструмент движется вперед, осуществляя удаление поверхностного слоя металла, необходимо прижимать его к заготовке
- Продолжается движение до момента окончания насечек рядом с пяткой. После этого осуществляются движения в обратную сторону. Для этого усилие руки, которой фиксируется носок, постепенно уменьшается
- В аналогичном порядке, осуществляя возвратно-поступательные движения вперед и назад, совершаются манипуляции по обработке

От правильности выбранного напильника зависит не только скорость выполнения работ, но еще и качество. После совершения соответствующих манипуляций, необходимо оценить состояние заготовки. Обычно после применения драчевых и личных напильников требуется выполнить обработку бархатными приборами, но все зависит от конкретных случаев.
Варианты напильников по виду и размерам насечек
Точность обработки поверхностей и толщина снимаемого материала зависят от вида насечек. Для их нанесения используют следующие способы:
- протягивание;
- фрезерование;
- нарезание;
- насекание;
- точение.
При изготовлении напильников параметры угла расположения, заострения и резания зубьев должны соответствовать заданным показателям. Различают следующие виды насечек:
- Одинарные. Применяются для производства инструмента специального назначения и обработки мягких металлов.
- Точечные. Используются рашпилей и предназначены для обработки кожи, мягких пород дерева и резины.
- Перекрестные (двойные). Такие насечки сочетают зубья для грубой обработки поверхностей и мелкую вспомогательную насечку для шлифовки.
- Фрезерные дуговые. Обеспечивает высокую производительность и безупречную обработку деталей из дерева и цветных металлов.
Согласно ГОСТ 1465-80 для напильников общего назначения предусмотрено шесть номеров насечек от 0 до 5. Они присваиваются в зависимости от количества зубьев на 10 мм рабочей поверхности и определяют качество обработки и класс инструментов.
Для грубого воздействия применяют драчевые напильники (№№0 и 1) Они обычно востребованы при работе с заготовками из древесины и могут использоваться для удаления значительного слоя ржавчины с металлических поверхностей.

Личные (№№2 и 3) пользуются спросом благодаря качественному удалению верхнего слоя, независимо от типа и характеристик металла. Для финишной отделки деталей и заготовок применяют бархатные напильники (№№5 и 6), которые позволяют получать максимально гладкую поверхность.
Параметры обработки инструментами разных классов приведены в таблице.
Таблица 1.
| Класс инструмента | Припуск на обработку, мм | Точность обработки, мм |
| Драчевые | 0,5-1 | 0,2-0,5 |
| Личные | 0,1-0,3 | 0,02-0,15 |
| Бархатные | 0,025-0,05 | 0,01-0,005 |
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.

Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Общие сведения
Итак, надфилем можно назвать небольшой напильник, который имеет длину порядка 80 или 120 мм (также, встречаются надфили 160 мм), у которых рабочая часть имеет длину порядка 50-80 мм. Сама же рабочая часть инструмента имеет мелкую насечку – одинарную ли двойную перекрестную. В случае с двойной насечкой, главная насечка располагается под углом в 25°, а вторая, вспомогательная насечка наноситься под углом в 45°. Кроме того, надфили бывают и с квадратным сечением (это касается игольчатых надфилей).
Отличием использования надфиля от напильника является то, что данный инструмент предназначен для обработки или зачистки (в том числе и подгонки) мелких деталей – во время лекальных или граверных работ, при ювелирных работах и обработке мелких отверстий, и так далее.
Преимущества слесарного инвентаря
При всей трудоёмкости и монотонности труда с подобной ручной оснасткой, можно выделить ряд условий, которые делают этот инструмент конкурентоспособным при шлифовке различных плоскостей:
Для элементарных и единичных манипуляций такой инструмент экономически выгоден. Электроинструмент с соответствующей насадкой может обработать не каждый уголок детали, а покупка станка для этих целей непрактична.- Труднодоступные полости и детали со множеством изгибов можно обработать только ручным шлифовальным инструментом.
- Для его работы не нужна электроэнергия.
- Не распространяет искры и стружку, нет таких приспособлений, которые могли бы нанести серьёзную травму.
- При обработке снимает минимальный слой поверхности, что гарантирует более высокую точность шлифования, чем при использовании электроинструмента.
- Восстановить его можно с помощью раствора лимонной кислоты.

Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Виды насечки на поверхности инструмента
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.
Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.
")
С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Напильник для заточки цепных пил
Для лекальных, ювелирных и граверных работ применяют надфили, у которых длина рабочего полотна может составлять 50, 60 и 80 мм. Они изготавливаются в соответствии с ГОСТ 1513-77 и могут также использоваться для шлифовки труднодоступных поверхностей, опиливания мелких и сложных деталей.

При обработке древесины, мягких металлов, каучука, кости и материалов аналогичной твердости применяют рашпили, типы и параметры которых регламентирует ГОСТ 6876-79. Они производятся из сталей У7, У7А, У8, У8А и других марок. Инструмент для тонких столярных работ выпускают по ISO 234-1:1983 и ISO 234-2:1982.

Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.
Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита. При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла. Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
Читайте также: Как правильно пользоваться уровнем строительным?
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
")
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
- Столярно-слесарного назначения – от 64 до 66 HRc;
- Заточного типа – от 65 до 67 HRc;
- Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.