Стропы Москва
Конструкция и гост
Канатные стропы имеют простую конструкцию: это стальной канат, который на обоих концах имеет петли для надёжного присоединения со смежными деталями – звеньями или крановыми крюками. На конце таких петель предусматриваются стальные коуши — округлые, треугольные или каплеподобные оправки. Сечение коуша имеет форму жёлоба. При этом уменьшается фрикционный износ канатов, и более равномерно распределяются нагрузки, действующие на стропы. Коуши производят из низкоуглеродистых конструкционных сталей типа Сталь 15 по ГОСТ 1050, и после штамповки подвергают цементации.
Конструктивно различают ветвевые и петлевые канатные стропы. В первом случае стропы включают в себя несколько отдельных ветвей, которые соединяются между собой звеньями из конструкционной стали и заканчиваются крюком. Петлевые стропы не оснащаются крюками, и предназначены для фиксации поднимаемого груза путём его обвязки по контуру. Такие звенья используются для последующего навешивания канатного стропа на крюк мостового крана или кран-балки.

Технические требования к производству и эксплуатации канатных стропов регламентируются ГОСТ 25573 и РД 10-33-93.
Стальной канат стропа – наиболее ответственная его часть, которая определяет эксплуатационную долговечность и грузоподъёмность приспособления. Для изготовления канатов применяется тянутая проволока из высокоуглеродистых сталей по ГОСТ 1050 марок от стали 60 и выше. В зависимости от требующейся грузоподъёмности, диаметр проволоки принимается в пределах 0,8…2,0 мм. Собственно канат получается сплетением нескольких проволок относительно сердечника в одну или несколько прядей. Свивка – преимущественно двойная, крестовидная. ГОСТ 25573 предусматривает использование для этих целей обычной проволоки, между слоями которой обязательно нанесение специальной канатной смазки. Если канат изготавливается из оцинкованной проволоки, то необходимости в такой смазке нет.

Сердечник канатного стропа выполняется из прочного пористого материала — пеньки, который обладает способностью впитывать смазку и одновременно придаёт изделиям достаточную эластичность. Это позволяет в нерабочем состоянии легко укладывать канатные стропы в бухты. Одновременно пеньковый сердечник придаёт стропам необходимую устойчивость, предотвращая поперечную деформацию прядей от рабочей растягивающей нагрузки. Гораздо реже, при необходимости постоянной транспортировки огнеопасных грузов, в канатных стропах используют сердечники из асбеста. Если температура транспортируемого груза превышает 400ºС, то сердечник изготавливается стальным.
Выбор типоразмера канатного стропа выполняют по его предельной грузоподъёмности, учитывая, что нормативный коэффициент запаса по нагрузке, согласно РД 10-33-93, не может быть менее 6.
Строп — Кольцевой СТК
 |
тСТК-1,0 | 30 | 125 руб | 239 руб | 353 руб | 467 руб | 581 руб | 695 руб |
| тСТК-2,0 | 60 | 199 руб | 365 руб | 532 руб | 698 руб | 864 руб | 1030 руб | |
| тСТК-3,0 | 90 | 230 руб | 418 руб | 606 руб | 794 руб | 982 руб | 1170 руб | |
| тСТК-4,0 | 120 | 579 руб | 839 руб | 1099 руб | 1359 руб | 1619 руб | ||
| тСТК-5,0 | 150 | 758 руб | 1094 руб | 1431 руб | 1768 руб | 2105 руб | ||
| тСТК-6,0 | 180 | 927 руб | 1344 руб | 1760 руб | 2177 руб | 2593 руб | ||
| тСТК-8,0 | 240 | 1238 руб | 1788 руб | 2338 руб | 2888 руб | 3438 руб | ||
| тСТК-10,0 | 300 | 1526 руб | 2205 руб | 2883 руб | 3561 руб | 4239 руб | ||
| тСТК-15,0 | 300 | 2603 руб | 3760 руб | 4917 руб | 6074 руб | 7231 руб |
Сочетание направлений свивки канатов
Канаты изготавливаются с различным направлением свивки прядей — с правым и левым. При правом направлении свивки (обозначение Z) пряди идут слева-вверх-направо, при левом направлении (обозначение S): справа-вверх-налево. По сочетанию направлений свивки проволок в прядях и прядей в канатах различают канаты односторонней и крестовой свивки. В канатах односторонней свивки направления навивки проволок в наружном слое прядей и прядей в канате одно и то же, в канатах крестовой свивки эти направления противоположны.
Читайте также: Твёрдосплавные пластины, используемые для токарных резцов
Канаты односторонней свивки имеют более ровную поверхность, площадь сечения в них заполнена лучше, они более гибкие и долговечные, вследствие увеличенной поверхности соприкосновения проволок с поверхностью блока или барабана. В канатах крестовой свивки наружные проволоки смежных прядей соприкасаются по отдельным точкам, что увеличивает контактные напряжения. Из-за стремления к раскручиванию под действием растягивающей нагрузки, канаты односторонней свивки непригодны к использованию, если требуется свободно подвесить груз на одной ветви. В этих случаях используют некрутящиеся канаты крестовой свивки.
В случаях когда хотят уменьшить крутящий момент и износ каната благодаря линейному касанию проволок, используют канаты с комбинированной свивкой, в которых чередуется одинаковое количество прядей правой и левой свивок.
Маркировка канатных стропов
Различают следующие исполнения канатных строп:
- Одноветвевые (маркируются 1СК).
- Двухветвевые (маркируются 2СК).
- Трёхветвевые (маркируются 3СК).
- Четырёхветвевые (маркируются 4СК).
- Универсальные прямые (маркируются УСК-1).
- Универсальные кольцевые/замкнутые (маркируются УСК-2).

Универсальные канатные стропы УСК относятся к устройствам облегчённого типа, а потому не имеют в своей конструкции коушей или иных ограждающих канат жёлобов. Вместо них для стропов типа УСК-2 предусматриваются винтовые зажимы или обжимные конусные втулки, которые изготавливаются из алюминия. Они не должны иметь острых граней и кромок, о которые может перетираться канат. Нагрузка на все ветви должна распределяться равномерно.
Одноветвевой канатный строп может быть с коушем, либо без него. Ограниченная грузоподъёмность таких устройств обуславливает их использование преимущественно в ремонтных работах.
Более функциональны двухветвевые исполнения. Такие канатные стропы состоят из:
- Двух свитых канатов;
- Зажимных втулок;
- Коушей;
- Крюков;
- Треугольного соединительного звена – незамкнутого, с пластиной или замкнутого.
Выбор типоразмера производится по двум параметрам – длине стропа и суммарному диаметру каната.
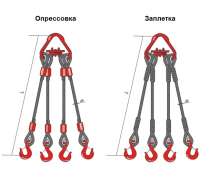
Четырёхветвевой канатный строп 4СК представляет собой собой пару совместно используемых двухветвевых приспособлений. Такие конструкции иногда называют «строп-паук». Здесь используется более прочное соединительное звено, изготавливаемое из проволоки/прутка большего диаметра.

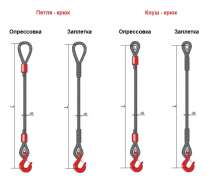
Строп канатный петлевой (СКП) представляет собой отдельную ветвь грузоподъёмного каната, концы которого соединяются между собой свивкой или опрессовкой. Длина свободного конца каната после места его крепления должна быть не менее 6 его диаметров d.
Цена опрессованных исполнений ниже, однако, в этом случае используются менее гибкие канаты, свитые из проволоки увеличенного диаметра. Плетёные стропы применяются для обвёртывания перемещаемого груза, они позволяют более плотно пригнать строп по нужной конфигурации.
Стропы СКП с навивкой выпускаются грузоподъёмностью от 0,5 до 16 т, при длине L от 1 до 8 м. Плетёные стропы аналогичной конструкции изготавливаются для транспортирования грузов массой от 0,5 до 8 т, в том же диапазоне длин.

Маркировка канатных строп включает в себя обозначение каната и соединительного звена, а также длину и грузоподъёмность рассматриваемых приспособлений. Вся информация об устройстве наносится на маркировочную бирку, без наличия которой эксплуатация канатных строп не разрешается.
Маркировка каната состоит из его диаметра, обозначения механических характеристик материала (предела временного сопротивления в МПа), а также способа свивки. ГОСТ 3077 предусматривает и дополнительные обозначения, определяющие долговечность применения каната.
Читайте также: Режимы пассивирования алюминиевых сплавов при подготовке поверхности под контактную сварку клеесварных соединений
Сокращённая маркировка канатных строп включает в себя тип приспособления, его длину, грузоподъёмность, наименование предприятия-изготовителя, а также сведения о предыдущем испытании стропа (месяц и год). Например, обозначение 4СК-4,0/6000 определяет изделие как четырёхветвевой канатный строп с предельной нагрузкой 4 т и длиной 6000 мм.
А как маркируются текстильные стропы?
Конструктивные особенности
Стальные стропы сплетаются из канатов, состоящих из сердечника с намотанной на него проволокой. Концы металлического троса закручиваются в петли путем опрессовки алюминиевой втулкой или вплетением в тело стропа (ручная заплетка). Это не касается кольцевых канатных стропов, представляющих собой замкнутую петлю, при которой оба конца скрепляются между собой. Верхняя часть может дополнительно оснащаться коушем, а нижняя – крюком, талрепом, такелажной скобой, захватом. Если строп имеет несколько ветвей, то они соединяются вверху на одном звене, которое бывает различных форм.

Каждый строп должен соответствовать ГОСТ 25573-82 и иметь бирку с указанием грузоподъемности, даты испытаний, знака или наименования завода-изготовителя. Эти приспособления напрямую связаны с сохранностью перемещаемого груза и жизнью людей, поэтому должны соответствовать всем требованиям безопасности. Многоветвевые стропы должны иметь эту бирку на каждой ветви.
Технология и методика изготовления
Под канатными стропами имеют в виду специальные металлические тросы с захватными элементами на концах. Прежде всего, изготовление и маркировка стропов такого типа регламентируются ГОСТом 25573-82 и ТУ. Нормативный документ предполагает использование достаточно качественных материалов, в результате чего, можно не сомневаться в надежности таких приспособлений.
Важно!
Перед покупкой строп обязательно следует ознакомиться со всеми сертификатами производителя, чтобы точно быть уверенным в качестве грузоподъемных приспособлений.
При изготовлении канатных строп необходимо заделывать концы каната. Существует два основных метода заделки:
- ручной заплет;
- опрессовка при помощи алюминиевой втулки.
Используя второй вариант,пряди не просто засовываются во втулку, но и образовывают с этим элементом однородное по сечению тело. Втулки могут отличаться разными диаметрами, все они указаны в нормативных актах.
При производстве втулок используют алюминиевые сплавы, которые имеют технические свойства, не ниже чем сталь 20. После того, как опрессовка будет завершена, конец каната должен выступать на 2-3 миллиметра.
В случае использования методики ручного заплета, пряди распущенного каната вплетаются в пряди нераспущенного изделия. В этом случае необходимо выполнить оклетневку – обмотку прядей с помощью проволоки или специальной просмоленной ленты. Благодаря этому стропы легко проходят отверстия рым-узлов во время освобождения груза от подобных приспособлений. Места заплетки укрепляют с помощью:
- обжимных роликов;
- протягивания через обжимную втулку;
- обстукивания молотком.
Как метод ручного заплета, так и опрессовка обладают своими преимуществами, при этом первый вариант пользуется немного большей популярностью, поскольку работать с такими приспособлениями несколько проще и удобнее.
Читайте также: Шпиндели станков – Шпиндель для фрезерного станка с ЧПУ – варианты, изготовление своими руками
Технология изготовления строп предполагает, что захваты и скобы будут подвержены термообработке-нормализации. После такой процедуры, твердость металлов должна составлять от НВ 110.
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
| Состав | При изготовлении стропов | ||
| звена | На зажимах | Сплетением | |
| такелажников | на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом | вручную | |
| 5 разр
2 » |
1
1 |
1
— |
1
1 |
На зажимах Состав работы
1. Разматывание каната из бухты или барабана с его разметкой.
2. Перевязка в местах рубки и рубка (резка) каната на заготовки.
3. Гнутье петли с установкой коушей, крюков или колец.
4. Закрепление петли зажимами.
5. Испытание и маркировка стропа.
Таблица 2
| Диаметр | Вид стропа | Добавлять | ||
| каната, мм, до | кольцевой при креплении петли тремя зажимами | с двумя петлями при креплении каждой петли тремя зажимами | на каждый дополнительный зажим | |
| 8 | 0,17
0-13,2 |
0,35
0-27,1 |
0,03
0-02,3 |
1 |
| 9 | 0,21
0-16,3 |
0,42
0-32,6 |
2 | |
| 10 | 0,25
0-19,4 |
0,48
0-37,2 |
0,04
0-03,1 |
3 |
| 11 | 0,29
0-22,5 Читайте также: Сталь жаропрочная высоколегированная 20Х23Н18 |
0,54
0-41,9 |
4 | |
| 12 | 0,33
0-25,6 |
0,6
0-46,5 |
0,05
0-03,9 |
5 |
| 13 | 0,37
0-28,7 |
0,66
0-51,2 |
6 | |
| 14 | 0,41
0-31,8 |
0,74
0-57,4 |
0,06
0-04,7 |
7 |
| 15 | 0,45
0-34,9 |
0,82
0-63,6 |
0,07
0-05,4 |
8 |
| 16 | 0,49
0-38 |
0,89
0-69 |
0,08
0-06,2 |
9 |
| 17 | 0,54
0-41,9 |
0,96
0-74,4 |
0,09
0-07 |
10 |
| 18 | 0,58
0-45 |
1,1
0-85,3 |
0,11
0-08,5 |
11 |
| 19 | 0,62
0-48,1 |
1,2
0-93 |
0,12
0-09,3 |
12 |
| 20 | 0,67
0-51,9 |
1,3
1-01 |
0,13
0-10,1 |
13 |
| 22 | 0,77
0-59,7 |
1,4
1-09 |
0,15
0-11,6 |
14 |
| 24 | 0,86
0-66,7 |
1,6
1-24 |
0,17
0-13,2 |
15 |
| 26 | 0,96
0-74,4 |
1,8
1-40 |
0,19
0-14,7 |
16 |
| 28 | 1,1
0-85,3 |
2
1-55 |
0,21
0-16,3 |
17 |
| 30 | 1,2
0-93 Читайте также: Обзор станков для гидроабразивной резки металла |
2,2
1-71 |
0,23
0-17,8 |
18 |
| 32 | 1,3
1-01 |
2,4
1-86 |
0,25
0-19,4 |
19 |
| 34 | 1,4
1-09 |
2,6
2-02 |
0,27
0-20,9 |
20 |
| 36 | 1,5
1-16 |
2,9
2-25 |
0,29
0-22,5 |
21 |
| 38 | 1,6
1-24 |
3,1
2-40 |
0,31
0-24 |
22 |
| 40 | 1,8
1-40 |
3,3
2-56 |
0,33
0-25,6 |
23 |
| 44 | 2
1-55 |
3,7
2-87 |
0,36
0-27,9 |
24 |
| 48 | 2,3
1-78 |
4,2
3-26 |
0,4
0-31 |
25 |
| 52 | 2,6
2-02 |
4,7
3-64 |
0,44
0-34,1 |
26 |
| 56 | 2,9
2-25 |
5,1
3-95 |
0,48
0-37,2 |
27 |
| 60 | 3,2
2-48 |
5,6
4-34 |
0,52
0-40,3 |
28 |
| 64 | 3,5
2-71 |
6,1
4-73 |
0,56
0-43,4 |
29 |
| а | б | в | № |
Изготовление стропов сплетением прядей Указание по применению норм
Нормами предусмотрено изготовление стропов на двухшпиндельном станке с ручным приводом и креплением заготовки винтовыми зажимами в головках шпинделей. Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.
Нормами предусмотрено изготовление стропов на специальном приспособлении с механическим приводом, состоящим из укрепленной на кронштейне струбцины для зажима троса и расположенных под струбциной и насаженных на вертикальную ось червяка тисов, в которых зажимается петля или конец заготовки. Расслабление прядей каната в месте заплетки производится тисами, которые вращаются от реверсивного двигателя через редуктор и червячную пару.
studfiles.net
Вантовые оттяжки:

Методом заливки цинковым сплавом ЦАМ-9/15 (рис. 1)
Композитными материалами (жидким проволочным замком) (рис. 1)
Методом завтуливания (рис. 2)
Методом заплетки (рис. 3)
Внимание!
По умолчанию стропы изготавливаются из не оцинкованного каната, методом ручной заплетки, заделка концов каната производится специальной технологической лентой. Стропы типа 1СК, 2СК, 4СК комплектуются крюками собственного производства тип 320А. (смотрите раздел каталога — Коуши, крюки) ПЕРЕХОД. Для изготовления строп с дополнительными условиями (завтуливание, использование оцинкованного каната, оклетнёвка, другое окончание вместо крюка тип 320А) необходимо указать данные условия дополнительно в заявке.
На стропы из оцинкованного каната по умолчанию ставятся оцинкованные коуша по DIN 6899B.
Строп — Двухветвевой 2СК
 |
з2СК-1,3 | 11 | 1695 руб | 1993 руб | 2292 руб | 2591 руб | 2890 руб | 3189 руб |
| з2СК-1,6 | 11,5 | 2255 руб | 2613 руб | 2972 руб | 3331 руб | 3689 руб | ||
| з2СК-2,0 | 13,5 | 2803 руб | 3251 руб | 3699 руб | 4147 руб | 4595 руб | ||
| з2СК-3,2 | 16,5 | 4163 руб | 4776 руб | 5390 руб | 6003 руб | 6616 руб | ||
| з2СК-4,0 | 4 | 4970 руб | 5704 руб | 6439 руб | 7173 руб | 7907 руб | ||
| з2СК-6,3 | 22,5 | 7894 руб | 8866 руб | 9838 руб | 10809 руб | 11781 руб | ||
| з2СК-16,0 | 36,5 | 32314 руб | 34858 руб | 37401 руб | 39945 руб | 42488 руб |
 |
о2СК-1,3 | 11 | 1455 руб | 1754 руб | 2053 руб | 2352 руб | 2650 руб | |
| о2СК-1,6 | 12 | 1617 руб | 1951 руб | 2286 руб | 2620 руб | 2954 руб | ||
| о2СК-2,0 | 14 | 2141 руб | 2560 руб | 2979 руб | 3399 руб | 3818 руб | 4237 руб | |
| о2СК-2,5 | 14 | 2510 руб | 2929 руб | 3348 руб | 3768 руб | 4187 руб | 4607 руб | |
| о2СК-3,2 | 16,5 | 3415 руб | 3979 руб | 4544 руб | 5108 руб | 5673 руб | ||
| о2СК-4,0 | 18 | 3806 руб | 4420 руб | 5034 руб | 5648 руб | 6261 руб | ||
| о2СК-5,0 | 21 | 5765 руб | 6561 руб | 7356 руб | 8151 руб | 8946 руб | ||
| о2СК-6,3 | 22,5 | 6227 руб | 7124 руб | 8021 руб | 8918 руб | 9815 руб |
Строп — Рэтчеты 25мм
 |
Рэтчет-0,3 | 25 | 208 руб | 221 руб | 234 руб | 246 руб | 259 руб | 284 руб |
| Рэтч.кол-0,3 | 25 | 136 руб | 148 руб | 161 руб | 173 руб | 186 руб | 211 руб |
1СК — Строп канатный одноветвевой (петля-крюк, звено-крюк)
Материал: стальной, металлический канат (трос);
Коэффициент запаса прочности: 4х1, согласно требованиям РОСТЕХНАДЗОРА!;
Температурный диапазон применения: от -40 до +100 °С (в зависимости от конструкции);
В соответствии с стандартами и требованиями: ГОСТ 25573-82, РД 10-33-93 (с изм. — РД 10-231-98) «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации», а так же европейскими стандартами EN 13414-1, EN 13414-2 и EN-13414-3;
Гарантия: 3 месяца при односменной работе;
Обозначения: 1СК – 3,2/5,0 где: 1СК — вид стропа одноветвевой / 3,2 — грузоподъёмность (тонн) / 5,0 – длина (метров);
Производитель: Россия ООО «ПО КАНПРО»;
Бесплатная консультация
Металлический канатный одноветвевой 1СК, изготавливается из черного каната (в смазке) или оцинкованного каната (светлого). Заделка концов стропа 1СК осуществляется методом опрессовки алюминиевой втулкой или ручной заплётки. Изготовление строп 1 СК осуществляется из каната по ГОСТ 2688, ГОСТ 7668, ГОСТ 7669, ГОСТ 14954, грузоподъемность, которую имеет одноветвевой трос, до 100 т. Изделия мягкие, гибкие, удобные для использования, начиная от грузоподъемности 1,0тн. изготовлены только из каната по ГОСТ 7668-80. Каждая партия товара проходит испытания на разрывной машине, нагрузкой +25% к рабочей нагрузке, только после этого, выпускается с производства как готовое к работе изделие.
| Тип, грузоподъемность (тонн) | Диаметр, мм | Минимальная длина, м | 1м, руб | 2м, руб | 3м, руб | 4м, руб | 5м, руб | 6м, руб | 7м, руб | 8м, руб | След. метр, руб |
| 1СК-0,5 | 8.3 | 1 | 370 | 436 | 502 | 568 | 634 | 700 | 766 | 832 | 66 |
| 1СК-1,0 | 11.5 | 1 | 550 | 675 | 800 | 925 | 1050 | 1175 | 1300 | 1425 | 125 |
| 1СК-1,6 | 13.5 | 1 | 790 | 940 | 1090 | 1240 | 1390 | 1540 | 1690 | 1840 | 150 |
| 1СК-2,0 | 15 | 2 | 1230 | 1400 | 1570 | 1740 | 1910 | 2080 | 2250 | 170 | |
| 1СК-2,5 | 16.5 | 2 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 200 | |
| 1СК-3,2 | 20 | 2 | 2050 | 2330 | 2610 | 2890 | 3170 | 3450 | 3730 | 280 | |
| 1СК-4,0 | 22 | 2 | 2290 | 2605 | 2920 | 3235 | 3550 | 3865 | 4180 | 315 | |
| 1СК-5,0 | 23.5 | 2 | 2600 | 2960 | 3320 | 3680 | 4040 | 4400 | 4760 | 360 | |
| 1СК-6,3 | 27 | 2 | 3800 | 4270 | 4740 | 5210 | 5680 | 6150 | 6620 | 470 | |
| 1СК-8,0 | 31 | 3 | 6000 | 6575 | 7150 | 7725 | 8300 | 8875 | 575 | ||
| 1СК-10,0 | 33 | 3 | 6900 | 7580 | 8260 | 8940 | 9620 | 10300 | 680 | ||
|
* Возможно изготовление строп большей грузоподъемности Уточните наличие нашей продукции у менеджеров, телефоны для связи:(495) 221-76-96,(495) 255-24-68 |
Изготовление стропов из стальных канатов
ЕНиР
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
| Состав | При изготовлении стропов | ||
| звена | На зажимах | Сплетением | |
| такелажников | на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом | вручную | |
| 5 разр. 2 « |
1 1 |
1 | 1 1 |
НА ЗАЖИМАХ
Состав работы
1. Разматывание каната из бухты или барабана с его разметкой.2. Перевязка в местах рубки и рубка (резка) каната на заготовки.3. Гнутье петли с установкой коушей, крюков или колец.4. Закрепление петли зажимами.5. Испытание и маркировка стропа.
Таблица 2
| Диаметр | Вид стропа | Добавлять | ||
| каната, мм, до | кольцевой при креплении петли тремя зажимами | с двумя петлями при креплении каждой петли тремя зажимами | на каждый дополнительный зажим | |
| 8 | 0,17 0-13,2 |
0,35 0-27,1 |
0,03 0-02,3 |
1 |
| 9 | 0,21 0-16,3 |
0,42 0-32,6 |
2 | |
| 10 | 0,25 0-19,4 |
0,48 0-37,2 |
0,04 0-03,1 |
3 |
| 11 | 0,29 0-22,5 |
0,54 0-41,9 |
4 | |
| 12 | 0,33 0-25,6 |
0,6 0-46,5 |
0,05 | 5 |
| 13 | 0,37 0-28,7 |
0,66 0-51,2 |
0-03,9 | 6 |
| 14 | 0,41 0-31,8 |
0,74 0-57,4 |
0,06 0-04,7 |
7 |
| 15 | 0,45 0-34,9 |
0,82 0-63,6 |
0,07 0-05,4 |
8 |
| 16 | 0,49 0-38 |
0,89 0-69 |
0,08 0-06,2 |
9 |
| 17 | 0,54 0-41,9 |
0,96 0-74,4 |
0,09 0-07 |
10 |
| 18 | 0,58 0-45 |
1,1 0-85,3 |
0,11 0-08,5 |
11 |
| 19 | 0,62 0-48,1 |
1,2 0-93 |
0,12 0-09,3 |
12 |
| 20 | 0,67 0-51,9 |
1,3 1-01 |
0,13 0-10,1 |
13 |
| 22 | 0,77 0-59,7 |
1,4 1-09 |
0,15 0-11,6 |
14 |
| 24 | 0,86 0-66,7 |
1,6 1-24 |
0,17 0-13,2 |
15 |
| 26 | 0,96 0-74,4 |
1,8 1-40 |
0,19 0-14,7 |
16 |
| 28 | 1,1 0-85,3 |
2 1-55 |
0,21 0-16,3 |
17 |
| 30 | 1,2 0-93 |
2,2 1-71 |
0,23 0-17,8 |
18 |
| 32 | 1,3 1-01 |
2,4 1-86 |
0,25 0-19,4 |
19 |
| 34 | 1,4 1-09 |
2,6 2-02 |
0,27 0-20,9 |
20 |
| 36 | 1,5 1-16 |
2,9 2-25 |
0,29 0-22,5 |
21 |
| 38 | 1,6 1-24 |
3,1 2-40 |
0,31 0-24 |
22 |
| 40 | 1,8 1-40 |
3,3 2-56 |
0,33 0-25,6 |
23 |
| 44 | 2 1-55 |
3,7 2-87 |
0,36 0-27,9 |
24 |
| 48 | 2,3 1-78 |
4,2 3-26 |
0,4 0-31 |
25 |
| 52 | 2,6 2-02 |
4,7 3-64 |
0,44 0-34,1 |
26 |
| 56 | 2,9 2-25 |
5,1 3-95 |
0,48 0-37,2 |
27 |
| 60 | 3,2 2-48 |
5,6 4-34 |
0,52 0-40,3 |
28 |
| 64 | 3,5 2-71 |
6,1 4-73 |
0,56 0-43,4 |
29 |
| а | б | в | № |
ИЗГОТОВЛЕНИЕ СТРОПОВ СПЛЕТЕНИЕМ ПРЯДЕЙ
Указание по применению норм
Нормами предусмотрено изготовление стропов на двухшпиндельном станке с ручным приводом и креплением заготовки винтовыми зажимами в головках шпинделей. Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.Нормами предусмотрено изготовление стропов на специальном приспособлении с механическим приводом, состоящим из укрепленной на кронштейне струбцины для зажима троса и расположенных под струбциной и насаженных на вертикальную ось червяка тисов, в которых зажимается петля или конец заготовки. Расслабление прядей каната в месте заплетки производится тисами, которые вращаются от реверсивного двигателя через редуктор и червячную пару.
Состав работы
1. Разматывание каната из бухты или барабана с разметкой.2. Перевязка каната на длину заплетки и рубка (резка) его на заготовки.3. Гнутье петли с установкой коушей, колец или крюков.4. Закрепление заготовки с петлей в головках шпинделей.5. Расслабление прядей каната на длину заплетки вращением вала шпинделя.6. Заплетка концов прядей в расслабленную часть каната.7. Снятие готового стропа.8. Обкатка мест заплетки обжимкой.9. Удаление оставшихся концов прядей.10. Испытание и маркировка стропа.
Таблица 3
Нормы времени и расценки на 1 строп
| Диаметр каната, мм, до | На двухшпиндельном станке с ручным приводом | На специальном приспособлении с механическим приводом | |||
| Вид стропа | |||||
| кольцевой | с двумя петлями | кольцевой | с двумя петлями | ||
| 8 | 0,65 0-59,2 |
0,78 0-71 |
0,5 0-45,5 |
0,62 0-56,4 |
1 |
| 9 | 0,7 0-63,7 |
0,84 0-76,4 |
0,54 0-49,1 |
0,67 0-61 |
2 |
| 10 | 0,76 0-69,2 |
0,9 0-81,9 |
0,58 0-52,8 |
0,73 0-66,4 |
3 |
| 11 | 0,84 0-76,4 |
0,99 0-90,1 |
0,65 0-59,2 |
0,8 0-72,8 |
4 |
| 12 | 0,93 0-84,6 |
1,1 1-00 |
0,72 0-65,5 |
0,89 0-81 |
5 |
| 13 | 1 0-91 |
1,2 1-09 |
0,8 0-72,8 |
0,99 0-90,1 |
6 |
| 14 | 1,1 1-00 |
1,4 1-27 |
0,89 0-81 |
1,1 1-00 |
7 |
| 15 | 1,3 1-18 |
1,5 1-37 |
0,99 0-90,1 |
1,2 1-09 |
8 |
| 16 | 1,4 1-27 |
1,6 1-46 |
1,1 1-00 |
1,4 1-27 |
9 |
| 17 | 1,6 1-46 |
1,8 1-64 |
1,2 1-09 |
1,5 1-37 |
10 |
| 18 | 1,7 1-55 |
2 1-82 |
1,4 1-27 |
1,6 1-46 |
11 |
| 19 | 1,9 1-73 |
2,2 2-00 |
1,5 1-37 |
1,8 1-64 |
12 |
| 20 | 2,1 1-91 |
2,4 2-18 |
1,7 1-55 |
2 1-82 |
13 |
| 22 | 2,4 2-18 |
2,8 2-55 |
2 1-82 |
2,3 2-09 |
14 |
| 24 | 2,8 2-55 |
3,3 3-00 |
2,3 2-09 |
2,7 2-46 |
15 |
| 26 | 3,2 2-91 |
3,7 3-37 |
2,6 2-37 |
3,1 2-82 |
16 |
| 28 | 3,7 3-37 |
4,1 3-73 |
3 2-73 |
3,5 3-19 |
17 |
| 30 | 4,1 3-73 |
4,6 4-19 |
3,3 3-00 |
3,9 3-55 |
18 |
| 32 | 4,5 4-10 |
5,1 4-64 |
3,7 3-37 |
4,3 3-91 |
19 |
| 34 | 5 4-55 |
5,5 5-01 |
4 3-64 |
4,7 4-28 |
20 |
| 36 | 5,4 4-91 |
6 5-46 |
4,4 4-00 |
5,2 4-73 |
21 |
| 38 | 5,8 5-28 |
6,5 5-92 |
4,8 4-37 |
5,6 5-10 |
22 |
| 40 | 6,2 5-64 |
6,9 6-28 |
5,2 4-73 |
6 5-46 |
23 |
| 44 | 7 6-37 |
7,6 6-92 |
5,9 5-37 |
6,7 6-10 |
24 |
| а | б | в | г | № |
СПЛЕТЕНИЯ ВРУЧНУЮ
Указания по применению норм
При изготовлении стропов нормами предусмотрено закрепление петли в тисах, струбцине или трубном прижиме.
Состав работы
1. Разматывание каната из бухты или барабана с разметкой.2. Перевязка каната на длину заплетки, резка (рубка) его на заготовки.3. Гнутье петли с установкой коушей, колец или крюков.4. Заплетка концов прядей.5. Обкатка мест заплетки обжимкой.6. Удаление оставшихся концов прядей.7. Испытание и маркировка стропа.
Таблица 4
Нормы времени и расценки на 1 строп
| Диаметр | Вид стропа | ||||
| каната, | кольцевой | с двумя петлями | |||
| мм, до | Нормы времени | Расценки | Нормы времени | Расценки | |
| 10 | 1,7 | 1-32 | 2,7 | 2-09 | 1 |
| 12 | 1,8 | 1-40 | 3 | 2-33 | 2 |
| 14 | 2,1 | 1-63 | 3,3 | 2-56 | 3 |
| 16 | 2,3 | 1-78 | 3,7 | 2-87 | 4 |
| 18 | 2,6 | 2-02 | 4,2 | 3-26 | 5 |
| 20 | 2,9 | 2-25 | 4,7 | 3-64 | 6 |
| 22 | 3,4 | 2-64 | 5,4 | 4-19 | 7 |
| 24 | 3,6 | 2-79 | 5,9 | 4-57 | 8 |
| 25 | 3,9 | 3-02 | 6,3 | 4-88 | 9 |
| а | б | № |
Примечания:1. При изготовлении стропов с одной петлей Нормы времени и Расценки графы «б» табл.2 и 4 и граф «б» и «г» табл.3 умножать на 0,5 (ПР-1).2. Нормы времени и Расценки учтена длина заплетки, равная: для кольцевых стропов — 40 диаметрам каната; для стропов с двумя петлями — от 20 диаметров на петлю.3. Оплетка мест сплетения Нормы времени и Расценки табл.2-4 не предусмотрена. В случае ее выполнения оплату следует производить дополнительно.4. Нормы времени и Расценки предусмотрено штучное изготовление стропов в условиях стройплощадки.
snip1.ru
Строп канатный 1СК , ВК, чекер
| Г/п | 1,2 т | 1,6 т | 2,0 т | 2,5 т | 3,2 т | 5,0 т | 6,3 т | 8,0 т | 10,0 т | 20,0 т | 25,0 т |
| D | d12 | d14 | d15,0 | d16,5 | d17,5 | d24,0 | d27 | d30,5 | d33 | d47,5 | d53,5 |
Строп канатный 1СК (согласно РД 10-231-98) с крюком тип 320А
Исполнение ХЛ + 15%
Возможно исполнение из оцинкованного каната При заказе 1СК необходимо уточнить концевой элемент: Тип 1-звено Ов2 (по умолчанию), тип 2-свободная петля
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
| Состав | При изготовлении стропов | ||
| звена | На зажимах | Сплетением | |
| такелажников | на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом | вручную | |
| 5 разр
2 » |
1
1 |
1
— |
1
1 |
На зажимах Состав работы
1. Разматывание каната из бухты или барабана с его разметкой.
2. Перевязка в местах рубки и рубка (резка) каната на заготовки.
3. Гнутье петли с установкой коушей, крюков или колец.
4. Закрепление петли зажимами.
5. Испытание и маркировка стропа.
Таблица 2
| Диаметр | Вид стропа | Добавлять | ||
| каната, мм, до | кольцевой при креплении петли тремя зажимами | с двумя петлями при креплении каждой петли тремя зажимами | на каждый дополнительный зажим | |
| 8 | 0,17
0-13,2 |
0,35
0-27,1 |
0,03
0-02,3 |
1 |
| 9 | 0,21
0-16,3 |
0,42
0-32,6 |
2 | |
| 10 | 0,25
0-19,4 |
0,48
0-37,2 |
0,04
0-03,1 |
3 |
| 11 | 0,29
0-22,5 |
0,54
0-41,9 |
4 | |
| 12 | 0,33
0-25,6 |
0,6
0-46,5 |
0,05
0-03,9 |
5 |
| 13 | 0,37
0-28,7 |
0,66
0-51,2 |
6 | |
| 14 | 0,41
0-31,8 |
0,74
0-57,4 |
0,06
0-04,7 |
7 |
| 15 | 0,45
0-34,9 |
0,82
0-63,6 |
0,07
0-05,4 |
8 |
| 16 | 0,49
0-38 |
0,89
0-69 |
0,08
0-06,2 |
9 |
| 17 | 0,54
0-41,9 |
0,96
0-74,4 |
0,09
0-07 |
10 |
| 18 | 0,58
0-45 |
1,1
0-85,3 |
0,11
0-08,5 |
11 |
| 19 | 0,62
0-48,1 |
1,2
0-93 |
0,12
0-09,3 |
12 |
| 20 | 0,67
0-51,9 |
1,3
1-01 |
0,13
0-10,1 |
13 |
| 22 | 0,77
0-59,7 |
1,4
1-09 |
0,15
0-11,6 |
14 |
| 24 | 0,86
0-66,7 |
1,6
1-24 |
0,17
0-13,2 |
15 |
| 26 | 0,96
0-74,4 |
1,8
1-40 |
0,19
0-14,7 |
16 |
| 28 | 1,1
0-85,3 |
2
1-55 |
0,21
0-16,3 |
17 |
| 30 | 1,2
0-93 |
2,2
1-71 |
0,23
0-17,8 |
18 |
| 32 | 1,3
1-01 |
2,4
1-86 |
0,25
0-19,4 |
19 |
| 34 | 1,4
1-09 |
2,6
2-02 |
0,27
0-20,9 |
20 |
| 36 | 1,5
1-16 |
2,9
2-25 |
0,29
0-22,5 |
21 |
| 38 | 1,6
1-24 |
3,1
2-40 |
0,31
0-24 |
22 |
| 40 | 1,8
1-40 |
3,3
2-56 |
0,33
0-25,6 |
23 |
| 44 | 2
1-55 |
3,7
2-87 |
0,36
0-27,9 |
24 |
| 48 | 2,3
1-78 |
4,2
3-26 |
0,4
0-31 |
25 |
| 52 | 2,6
2-02 |
4,7
3-64 |
0,44
0-34,1 |
26 |
| 56 | 2,9
2-25 |
5,1
3-95 |
0,48
0-37,2 |
27 |
| 60 | 3,2
2-48 |
5,6
4-34 |
0,52
0-40,3 |
28 |
| 64 | 3,5
2-71 |
6,1
4-73 |
0,56
0-43,4 |
29 |
| а | б | в | № |
Стропы канатные 4СК (паук)
| Г/п | 2,5 т | 3,2 т | 5,0 т | 6,3 т | 10 т | 16 т | 20 т | 25 т | 32 т | 50 т |
| D | d11 | d12 | d15 | d16.5 | d21 | d27 | d30,5 | d33 | d37,0 | d46,5 |
По умолчанию заделка каната — опрессовка втулкой
Устанавливаются крюки тип 320А (чалочный)
Внимание! Размещая заявку на изготовления стропов четырехветвевых типа 4СК, укажите исполнение концевых элементов стропа (крюки, подвесное звено), а так же способ заделки каната, если ваши требования к стропам отличаются от изготавливаемых производителем по умолчанию. При отсутствии таких требований, претензии к исполнению стропов не принимаются
4СК — Строп канатный четырехветвевой (ПАУК), на РТ3 звене
Материал: стальной, металлический канат (трос);
Коэффициент запаса прочности: 4х1, согласно требованиям РОСТЕХНАДЗОРА!;
Температурный диапазон применения: от -40 до +100 °С (в зависимости от конструкции);
В соответствии с стандартами и требованиями: ГОСТ 25573-82, РД 10-33-93 (с изм. — РД 10-231-98) «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации», а так же европейскими стандартами EN 13414-1, EN 13414-2 и EN-13414-3;
Гарантия: 3 месяца при односменной работе;
Обозначения: 4СК – 3,2/5,0 где: 4СК — вид стропа: четырехветвевой / 3,2 – грузоподъёмность (тонн) / 5,0 — длина (метров);
Производитель: Россия ООО «ПО КАНПРО»;
Бесплатная консультация
Металлический канатный четырехветвевой 4СК, изготавливается из черного каната (в смазке) или оцинкованного каната (светлого), а так же, качественных, грузоподъемных комплектующих. Заделка концов стропа осуществляется методом опрессовки алюминиевой втулкой или ручной заплётки. Изготавливаются стропы канатные 4СК из каната по ГОСТ 2688, ГОСТ 7668, ГОСТ 7669, ГОСТ 14954, грузоподъемность до 100 т. Изделия мягкие, гибкие, удобные для использования. Каждая партия товара проходит испытания на разрывной машине, нагрузкой +25% к рабочей нагрузке, только после этого, выпускается с производства как готовое к работе изделие.
| Тип, грузоподъемность (тонн) | Диаметр, мм | Минимальная длина, м | 1м, руб | 2м, руб | 3м, руб | 4м, руб | 5м, руб | 6м, руб | 7м, руб | 8м, руб | След. метр, руб |
| 4СК-1,25 | 8.3 | 1 | 1950 | 2214 | 2478 | 2742 | 3006 | 3270 | 3534 | 3798 | 264 |
| 4СК-2,0 | 9.6 | 1 | 2100 | 2420 | 2740 | 3060 | 3380 | 3700 | 4020 | 4340 | 320 |
| 4СК-2,5 | 11.5 | 1 | 2350 | 2850 | 3350 | 3850 | 4350 | 4850 | 5350 | 5850 | 500 |
| 4СК-3,2 | 11.5 | 1 | 3300 | 3800 | 4300 | 4800 | 5300 | 5800 | 6300 | 6800 | 500 |
| 4СК-4,0 | 13.5 | 1 | 3700 | 4300 | 4900 | 5500 | 6100 | 6700 | 7300 | 7900 | 600 |
| 4СК-5,0 | 15 | 2 | 4950 | 5630 | 6310 | 6990 | 7670 | 8350 | 9030 | 680 | |
| 4СК-6,3 | 16.5 | 2 | 5992 | 6792 | 7592 | 8392 | 9192 | 9992 | 10792 | 800 | |
| 4СК-8,0 | 20 | 2 | 8305 | 9425 | 10545 | 11665 | 12785 | 13905 | 15025 | 1120 | |
| 4СК-10,0 | 22 | 2 | 8930 | 10190 | 11450 | 12710 | 13970 | 15230 | 16490 | 1260 | |
| 4СК-12,5 | 23.5 | 3 | 14048 | 15488 | 16928 | 18368 | 19808 | 21248 | 1440 | ||
| 4СК-16,0 | 27 | 3 | 18618 | 20498 | 22378 | 24258 | 26138 | 28018 | 1880 | ||
| 4СК-20,0 | 31 | 3 | 24959 | 27119 | 29279 | 31439 | 33599 | 35759 | 2160 | ||
| 4СК-25,0 | 33 | 3 | 35300 | 37760 | 40220 | 42680 | 45140 | 47600 | 2460 | ||
| 4СК-32,0 опр | 36.5 | 3 | 56648 | 59552 | 62456 | 65360 | 68264 | 71168 | 2904 | ||
|
* Возможно изготовление строп большей грузоподъемности Уточните наличие нашей продукции у менеджеров, телефоны для связи:(495) 221-76-96,(495) 255-24-68 |
ВК — Строп ветвь канатная, коуш-коуш





Материал: стальной, металлический канат (трос);
Коэффициент запаса прочности: 6х1, согласно требованиям РОСТЕХНАДЗОРА!;
Температурный диапазон применения: от -40 до +100 °С (в зависимости от конструкции);
В соответствии с стандартами и требованиями: ГОСТ 25573-82, РД 10-33-93 (с изм. — РД 10-231-98) «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации», а так же европейскими стандартами EN 13414-1, EN 13414-2 и EN-13414-3;
Гарантия: 3 месяца при односменной работе;
Обозначения: ВК – 3,2/5,0 где: ВК — вид стропа: коуш-коуш / 3,2 – грузоподъёмность (тонн) / 5,0 – длина (метров);
Производитель: Россия ООО «ПО КАНПРО»;
Бесплатная консультация
Металлический канатный ВК (коуш-коуш, одноветвевой), изготавливается из черного каната (в смазке) или оцинкованного каната (светлого). Заделка концов стропа осуществляется методом опрессовки алюминиевой втулкой или ручной заплётки. Изготовление осуществляется из каната по ГОСТ 2688, ГОСТ 7668, ГОСТ 7669, ГОСТ 14954, грузоподъемность до 100 т. Изделия мягкие, гибкие, удобные для использования, начиная от грузоподъемности 1,0тн. изготовлены только из каната по ГОСТ 7668-80. Каждая партия товара проходит испытания на разрывной машине, нагрузкой +25% к рабочей нагрузке, только после этого, выпускается с производства как готовое к работе изделие.
| Тип, грузоподъемность (тонн) | Диаметр, мм | Минимальная длина, м | 1м, руб | 2м, руб | 3м, руб | 4м, руб | 5м, руб | 6м, руб | 7м, руб | 8м, руб | След. метр, руб |
| ВК-0,5 | 8.3 | 1 | 270 | 336 | 402 | 468 | 534 | 600 | 666 | 732 | 66 |
| ВК-1,0 | 11.5 | 1 | 450 | 575 | 700 | 825 | 950 | 1075 | 1200 | 1325 | 125 |
| ВК-1,6 | 13.5 | 1 | 540 | 690 | 840 | 990 | 1140 | 1290 | 1440 | 1590 | 150 |
| ВК-2,0 | 15 | 2 | 980 | 1150 | 1320 | 1490 | 1660 | 1830 | 2000 | 170 | |
| ВК-2,5 | 16.5 | 2 | 1100 | 1300 | 1500 | 1700 | 1900 | 2100 | 2300 | 200 | |
| ВК-3,2 | 20 | 2 | 1390 | 1670 | 1950 | 2230 | 2510 | 2790 | 3070 | 280 | |
| ВК-4,0 | 22 | 2 | 1640 | 1955 | 2270 | 2585 | 2900 | 3215 | 3530 | 315 | |
| ВК-5,0 | 23.5 | 2 | 1950 | 2310 | 2670 | 3030 | 3390 | 3750 | 4110 | 360 | |
| ВК-6,3 | 27 | 2 | 2800 | 3270 | 3740 | 4210 | 4680 | 5150 | 5620 | 470 | |
| ВК-8,0 | 31 | 3 | 4200 | 4775 | 5350 | 5925 | 6500 | 7075 | 575 | ||
| ВК-10,0 | 33 | 3 | 4600 | 5280 | 5960 | 6640 | 7320 | 8000 | 680 | ||
|
* Возможно изготовление строп большей грузоподъемности Уточните наличие нашей продукции у менеджеров, телефоны для связи:(495) 221-76-96,(495) 255-24-68 |
Технические требования к снастям
Во время изготовления грузовых строп производители должны придерживаться ряда требований. Основными из них являются:
- для изготовления строп используются канаты, которые соответствуют действующим ГОСТам (например, если говорить о ветвевых моделях, то тут подходит ГОСТ 2688, а также некоторые другие нормативные акты). Как правило, используют сталь т8;
- во время производства таких грузоподъемных приспособлений используют цельный канат, сращивание недопустимо;
- коуши изготавливают в соответствии с техническими требованиями ГОСТ 2224-93;
- захваты делают методами ковки или штамповки, применение сварки не допускается;
- если имеют место крюковые захваты, то необходимо наличие предохранительных замков;
- блоки стропов изготавливают только из стали, механические свойства которой не ниже стали 25Л(оси блоков должны соответствовать ГОСТ 1050-88);
- необходимо, чтобы диаметр блока был в 8 раз больше, чем диаметр каната;
- допустимая статическая нагрузка должна быть на 25 процентов больше номинальной;
- минимальный показатель запаса прочности канатов – 6, крепежных элементов – 5.
Каждый канатный строп производитель снабжает паспортом, в котором указана компания-изготовитель, дата выпуска, тип и предельная грузоподъемность приспособления. Также там есть данные по РД изготовления стропов и другая необходимая информация.
На стропах есть специальная бирка, где дублируются некоторые данные из паспорта. Если бирки нет или нельзя прочитать информацию с нее, использование стропов запрещено.
Стропы канатные до 100 т.




| Тип, грузоподъемность (тонн) | Диаметр, мм | Минимальная длина, м | 4м, руб | 5м, руб | 6м, руб | 7м, руб | 8м, руб | След. метр, руб |
| УСК1-20,0 | 46.5 | 4 | 14940 | 15570 | 16200 | 16830 | 17460 | 630 |
| УСК1-25,0 | 53.5 | 5 | 24950 | 25840 | 26730 | 27620 | 890 | |
| УСК1-32,0 | 60.5 | 5 | 32870 | 33880 | 34890 | 35900 | 1010 | |
| УСК1-40,0 | 65 | 7 | 44630 | 45770 | 1140 | |||
| УСК1-50,0 | 72 | 8 | 58200 | 1270 | ||||
| УСК2-40,0 | 46.5 | 4 | 17460 | 18560 | 19660 | 20760 | 21860 | 1100 |
| УСК2-50,0 | 53.5 | 5 | 29400 | 31100 | 32800 | 34500 | 1700 | |
| УСК2-65,0 | 60.5 | 5 | 37920 | 40020 | 42120 | 44220 | 2100 | |
| УСК2-80,0 | 65 | 7 | 52610 | 54810 | 2200 | |||
| УСК2-100,0 | 72 | 8 | 68360 | 2840 | ||||
| 1СК-20,0 | 46.5 | 4 | 18720 | 19350 | 19980 | 20610 | 21240 | 630 |
| 1СК-25,0 | 53.5 | 5 | 47700 | 48590 | 49480 | 50370 | 890 | |
| 4СК-50,0 | 46.5 | 5 | 91780 | 95650 | 99520 | 103390 | 3870 | |
|
* Возможно изготовление строп большей грузоподъемности Уточните наличие нашей продукции у менеджеров, телефоны для связи:(495) 221-76-96,(495) 255-24-68 |
ООО «ПО КАНПРО» предлагает заказать грузоподъемные системы. В нашем ассортименте представлена продукция различных типов и размеров. Производимая в соответствии с многочисленными требованиями, она справляется с функционалом, демонстрирует непревзойденные качественные, эксплуатационные характеристики. Выбирая изделия СКП и 1СТ у нас, вы не столкнетесь с проблемой недостаточного ассортимента. Опытные специалисты «ПО КАНПРО» помогут определить необходимое количество продукции, ее тип, размер и иные характеристики. Вы сможете выбрать продукты с маркировкой 4СК, 2СК, 1СК, изделия, грузоподъемностью до 100 тонн! Все они демонстрируют стойкость к воздействиям и высочайшую надежность. Также мы предложим варианты СКП(УСК), отличающиеся универсальностью и являющиеся одними из востребованных. При этом за изделия от «ПО КАНПРО» вам не придется переплачивать.
Стропы из стальных канатов (ГОСТ 25573 и РД 10-33-93) бывают следующих типов:
- многоветвевые ( «пауки»-2СК,4СК) состоящие из ветвей канатных (ВК);

- одноветвевые ( «1СК») – состоящие из канатной ветви с коушами (ГОСТ 2224) по обоим концам, в коуши заведены звенья (ГОСТ 25573) или захваты, например, чалочный крюк (ГОСТ 25573);
- канатные петлевые (УСК1, или «чалки» и стропы канатные кольцевые (УСК2, у стропальщиков также называются «чалки»).



Строп типа УСК1

Строп типа УСК2

В серийном производстве используются два способа заделки концов канатных стропов: заплеткой и опрессовкой во втулку.

-
С заделкой концов каната опрессовкой алюминиевой втулкой.
-
Строп с заделкой каната заплеткой


Основные нормативные документы для строп
Требования к изготовлению, испытанию и маркировке стропов указаны в следующих нормативно-правовых актах:
- ГОСТ 25573-82;
- ГОСТ 2.114-9;
- РД 10-33-93;
- ГОСТ 25032-81;
- ПБ 10-382-00;
- МДС 12-31.2007 и пр.
В то же время, многие считают, что эти стандарты достаточно устарели. К примеру, европейские нормативные акты выдвигают повышенные требования к канатным стропам, кроме того, они более подробно описывают процесс изготовления подобных приспособлений.
Стропы канатные петлевые СКП(УСК1)
| грузоподъесность стропа | 0,5 т | 1,0 т | 1,6 т | 2,0 т | 2,5 т | 3,2 т | 4,0 т | 5,0 т | 6,3 т | 8,0 т | 10 т | 12,5 т | 16 т | 20 т | 25 т | 32 т | 40 т | 50 т |
| Диаметр каната | d8.3 | d11.5 | d13.5 | d15 | d16.5 | d20 | d22 | d24 | d27 | d30,5 | d33 | d37 | d42 | d46,5 | d53,5 | d58,5 | d60,5 | d72 |
| Стандартный размер петли L1, мм | |||||||
| г/п, т | 0,5 — 0,63 | 0,8 — 1,0 | 1,6 — 2,0 | 2,5 — 8,0 | 10,0 — 12,5 | 16,0 — 32,0 | 40,0 — 50,0 |
| L1, мм | 240 | 280 | 320 | 400 | 500 | 600 | 800 |