
Роликовый нож для листового металла своими руками
«Обязанность» роликовых ножей

Такие инструменты давно и успешно используют в металлообрабатывающей промышленности. Их основные элементы — два режущих диска, которые вращаются в разные стороны, буквально врезаясь в материал. Продвигаются они по листу благодаря трению, возникающему между ножами и металлом.
Наиболее часто встречающийся инструмент состоит из двух роликов-ножей — верхнего и нижнего, — расположенных в одной плоскости. Однако есть и другие приспособления:
- с роликовыми ножами, расположенными параллельно, их цель — разрезание металлического листа на полосы;
- с одним наклонным элементом, дающим возможность помимо полос получать заготовки, имеющие округлую форму;
- с несколькими наклонными кромками, использующимися для изготовления небольших деталей кольцевой, криволинейной, круглой формы.
Все модификации эффективно справляются с возложенными задачами: края металлических заготовок, обработанных роликовыми ножами (ножницами), получаются ровными и не нуждаются в какой-либо дополнительной обработке.
Читайте также: Врезка скрытых петель фрезером. Фрезер для врезки петель и замков — правила выбора и использования
Правила работы на рычажных ножницах
Перед началом работы необходимо надеть печатки, чтобы не порезаться острыми краями металлического листа!
- Накрепко зафиксируйте ручной инструмент на поверхности стола;
- лист металла разместите перпендикулярно лезвиям, удерживая основной рукой (правой у правшей);
- плавно и аккуратно следует нажать на рукоятку сверху вниз.
Во время работы нужно беречь ноги от падения отрезанных кусков металла. Особенно опасны падения ребром, поэтому нельзя работать босиком или в открытой обуви. Для установки ножниц выбирают только прочное, не шатающееся основание.
Роликовый листорез своими руками — Металлы, оборудование, инструкции
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Популярное: Верстак своими руками – чертежи, принцип построения конструкции
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Клупп для нарезки резьбы на трубах: чем отличается от плашки?
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
Выполнение роликовых ножниц для резки металла дома
Порезка листового материала на части выполняется с применением различного инструмента. Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
- Характеристики ножниц
- Описание ножниц
- Как сделать роликовый нож
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.
Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, меди, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
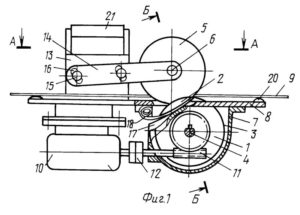
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Применение роликовых ножниц

Их предназначение — резка металла, толщина листа которого составляет 0,5-1 мм. В промышленности роликовые ножи используют для производства заготовок-полуфабрикатов, идущих на изготовления различных профилей. Такое оборудование — необходимый инструмент для кузовных работ в автомастерских, там, где делают заготовки, предназначенные для сборки мебели.
Перед электрическими инструментами и гильотиной по металлу у них есть несколько преимуществ:
- небольшой вес, компактность;
- простота настройки, регулировки и эксплуатации;
- универсальность: инструмент качественно режет лист алюминия, жести, кровельного железа, меди, стали;
- идеальные края полуфабрикатов, полученных в домашних условиях, далеких от производственных.

С ручными ножницами по металлу их даже сравнивать некорректно, так как роликовый механизм обрабатывает материал без загибов и заусенцев, легкость работ — еще одно их достоинство. Так как стоимость данного инструмента довольно велика, приобретать модель в магазине имеет смысл, если необходимость в подобной работе возникает очень часто. В ином случае покупка себя не оправдает.
Роликовый нож для листового металла своими руками — логичный выход, если работы хочется делать быстро, но качественно. Таких моделей-самоделок изобретено довольно много, процесс создания ножниц для резки тоже нельзя назвать архисложным.











Самодельные рычажные ножницы
Вариант 1
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Так как представленная конструкция довольно мала, она крепится на верстаке в тисках. Можно установить инструмент на верстак стационарно. Для этого основание приваривается к уголку, который винтами крепится к верстаку. Чтобы отрегулировать соотношение лезвий используются прокладки.
Вариант 2
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Читайте также: Кузнечная печь на газу из доступных материалов
Купить или не купить?
Нельзя сказать, что найти и приобрести данный инструмент по вполне разумной цене сейчас невозможно, поэтому сначала лучше заняться взвешиванием всех «за» и «против».
- Частота использования. Если инструмент мастер планирует использовать чуть ли не ежедневно, то лучше взять удобную заводскую модель, дающую к тому же возможность ее точной настройки.
- Качество реза. Если требуется точность до десятых долей миллиметра, то в домашних условиях создание такого инструмента будет крайне затруднительным, если вообще возможным. И в этом пункте преимущество не на стороне самодельного роликового ножа.
- Экономия — то, что способно перечеркнуть все доводы покупных инструментов. Все затраты при создании своей конструкции обойдутся максимум в 5000 рублей. Промышленное изделие — как минимум в 4-5 раз дороже.
- Длительность работ. В совокупности изготовление собственной модели может потребовать около 2 недель. В этот срок входит регулировка и настройка роликового ножа. Тому, кто считает, что время — деньги, этот вариант вряд ли понравится.
Хозяин, решающий небольшие бытовые задачи, скорее всего, выберет «рукотворный» инструмент. Тот, кто имеет дело с листовым металлом чуть ли не каждый день, приобретет промышленное оборудование. Однако каждый мастер задачу выбора решает сам.
Конструкция
- Параллельное расположение режущих плоскостей. Позволяет создавать ровную прямолинейную линию отреза. Применяется для получения полос металла.
- Одна наклонная плоскость. Выполняется две линии — прямолинейная и криволинейная.
- Две наклонные плоскости. Создают криволинейные и круговые линии отреза.
Последние два варианта применяются для создания фасонных полуфабрикатов из металла. Наиболее распространён первый вариант, в силу простой конструкции и настройки.
Самостоятельно роликовый нож применяется редко. Для создания ровных линий отреза и возможности работы с габаритными изделиями необходимо иметь опорные точки. Поэтому, режущий инструмент выступает в роли технического дополнения к какому-либо стационарному станку. Например, листогибу.
Состав
- станина с направляющими (опорные поверхности);
- фиксатор обрабатываемого материала;
- дисковый нож.
В конструкцию роликового ножа входит:
- корпус с встроенной или накладной ручкой;
- режущие диски;
- устройство регулировки (настройки) — предназначено для выставки зазоров и самих дисков по нескольким плоскостям.
Элементы ножа (кроме дисков) — это достаточно простые по форме геометрические фигуры. Выполняются из стальных полуфабрикатов, листа, уголка, швеллера или другого металлического профиля.
Режущий элемент изготавливается из прочной инструментальной стали. Заводские модели имеют ресурс 25-30 км при обработке листа толщиной 0,5 мм.
Система регулировки — это сочетание овальных отверстий, металлических прокладок и установочных болтов.
Для мастера, владеющего навыками обработки металлических деталей, изготовить такое приспособление не составит особого труда. На примере специалистов, создавших роликовый нож самостоятельно, временные затраты получались в пределах 5-10 дней, включая регулировку и настройку.
Особенности изготовления инструмента самостоятельно
Если устали резать листовой металл ножницами или болгаркой, то отличной альтернативой на замену этих инструментов является роликовый нож. К числу достоинств этого устройства можно отметить бесшумность работы, а также отсутствие энергопотребления. Кроме того, имея такое устройство в домашнем арсенале, можно даже зарабатывать, когда соседям понадобится раскроить листовой материал из металла.

Покупка инструмента оправдана только в одном случае, когда необходимо выполнять работы в большом количестве. И даже в этом случае можно сделать устройство своими руками, чтобы пользоваться им в профессиональных целях. Конструкций рассматриваемых устройств бывает много, поэтому сделать устройство самостоятельно вовсе не трудно, если понимать принцип работы устройства.
При изготовлении самодельного инструмента надо учитывать следующие свойства:
- Режущие ножи — их должно быть два, которые располагаются один сверху, а второй снизу. Ножи должны быть изготовлены из качественного сплава, который имеет прочность выше, чем разрезаемые материалы. В качестве ножей используют подшипники, которые полностью удовлетворяют описанным требованиям
- Основание — одновременно выступает в качестве поверхности, на которой располагается лист стали, а также направляющим для перемещения роликовых ножниц при резке листа или нарезании полосок
- Корпус приспособления — для изготовления обычно используется стальной уголок толщиной 3 мм и размером стенок 40-60 мм
- Вспомогательные инструменты — они предназначены для закрепления листового материала к поверхности стола во время его разрезания
Это интересно!Ресурс работы самодельных роликовых ножей достаточно высокий, и практически равен показателям заводских моделей. Срок службы заводских устройств составляет не менее 25 км, но при условии, если толщина разрезаемой стали не превышает 0,5 мм. Чем толще сталь, тем меньше срок службы инструмента.
На срок службы самодельного устройства влияет такой показатель, как качество его изготовления. Причем касается это даже качества подшипников, поэтому если беретесь за дело, то для этого понадобится соответствующий подход.

Из чего сделать роликовый нож
С покупкой роликовых ножниц не возникает трудностей, так как такой станок можно найти в интернет-магазине, и заказать его. Трудность только в том, что на его покупку придется выложить немалую сумму средств, которые окупятся не скоро, если использовать такое оборудование не часто. С собственноручным изготовлением не понадобится никаких затрат, но самая большая трудность — это выбрать необходимые материалы, и собрать из них полноценные роликовые ножницы.
Использование самодельного станка позволяет разрезать такие виды материалов:
- Оцинкованная сталь
- Нержавеющая сталь
- Алюминий
- Стальные листы толщиной до 0,5 мм, например, оконные откосы металлопластиковых окон
Для изготовления режущих ножей используются подшипники. Диаметр этих подшипников зависит от размера корпуса роликового ножа, но обычно используется 20-30 мм шариковые подшипники. Чтобы подшипники обеспечивали разрезание материала, необходимо их торцевые грани сточить, сделав их строго под углом 90 градусов. Именно от этого зависит эффективность инструмента.
Это интересно!
Диаметр подшипников влияет на скорость реза. Чем больше размер подшипников, тем соответственно и выше скорость реза.

Перед тем, как сделать режущий инструмент роликового типа, надо разобраться с его принципом применения. Заключается применение на том, что самодельный нож движется по направляющим. В качестве таких направляющих используется угловая часть верстака или стола. На поверхности стола размещается разрезаемый лист, и чтобы рез получился ровным и аккуратным, его следует зафиксировать в неподвижном положении. Сделать это можно при помощи двух струбцин и деревянного бруска соответствующей длины. На лист укладывается брусок, а затем он фиксируется с двух сторон струбцинами, тем самым обеспечивая неподвижность во время обработки.
Самодельные рычажные ножницы
Вариант 1
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Так как представленная конструкция довольно мала, она крепится на верстаке в тисках. Можно установить инструмент на верстак стационарно. Для этого основание приваривается к уголку, который винтами крепится к верстаку. Чтобы отрегулировать соотношение лезвий используются прокладки.
Вариант 2
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи. Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод.
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Особенности домашнего изготовления

Инструмент, отличающийся отсутствием «зверского» шума при работе, не требующий электроэнергии, можно назвать идеалом. Однако станет он таким совершенством только в одном случае — если правильно подобрать материалы для его изготовления. Лишь они обеспечат отсутствие проблем при обработке, а также долгий срок службы, мало отличающийся от того, что имеют «профессиональные» коллеги — заводские роликовые ножи. Нет, разница все же есть: дома можно собрать только тот механизм, который предназначен для прямолинейной резки. Но чаще всего домашним мастерам требуется именно она.
- Режущие элементы. Два ножа, располагающихся сверху и снизу в одной плоскости, обязательно изготавливают из высококачественного сплава, чья прочность должна быть выше, чем у обрабатываемых листов. В роли ножей выступают подшипники, удовлетворяющие этим требованиям. Чем больше их диаметр, тем выше будет скорость резки. Материал-идеал — инструментальная углеродистая сталь.
- Основание (станина с направляющими), по совместительству — рабочая поверхность, на которой располагается разрезаемый лист, перемещаются роликовые ножи.
- Корпус инструмента. Потенциальный материал — стальной уголок, имеющий определенные характеристики: линейные размеры — от 40 до 60 мм, толщину — 3 мм.
- Дополнительные детали: для надежного прижимания материала — фиксаторы (например, ручка, рукоятка), устройства, регулирующие зазор между режущими дисками.
Самая большая трудность при подготовке к работе — подбор достойного материала для роликовых ножниц. Для их изготовления используют подшипники, чей диаметр зависит от корпуса инструмента, однако чаще выбирают детали 20-30, 50 мм. Грани их стачивают точно под углом 90°. В противном случае качественное, эффективное изделие собрать не получится.
Самодельные ножницы для резки тонколистового металла — Справочник металлиста
Резку листового металла можно охарактеризовать как технологический процесс, в результате которого металлическое изделие делится на части, приобретая заданные формы и размеры.
В статье описана обработка листового металла, рассказано о способах резки металла, описаны роликовые ножницы, автоматические линии и т. д., а также рассмотрено специальное оборудование для обработки листового металла (станок, резак и др.).
Способы резки делятся на две основные группы: механическую и термическую.
Прежде чем выбрать определенный тип резки, необходимо узнать преимущества каждого вида, сущность процесса, а также в каких случаях применяется конкретный вид резки.
Термические виды
Термические резки листового металла базируются на термическом воздействии, после чего место среза плавится и сгорает. Основными методами являются газовая, плазменная и лазерная резка.
Газовая резка
Резка и гибка с применением кислородных и горючих газов имеет доступные цены. Метод применим не для всех материалов. Может выполняться и фигурная резка.
Условием качественной резки является температура сгорания металла, превышающая температуру плавления.
Принцип технологии такой: поверхность разогревается до 3000°, что зависит от обрабатываемого металла.
Такая температура достигается с помощью смеси горючего газа и кислорода.
Для качественного среза должен быть правильно отрегулирован объем подачи газа и скорость движения резака.
В основном такой метод используется для монтажных работ, в производстве металлоконструкций.
:
Метод не лишен и недостатков, к которым можно отнести большую ширину швов и последующую обработку.
Также при неравномерном прогревании поверхности происходит деформация и ухудшение качества металла.
Плюсом является возможность обработки изделий толщиной до 20 см, при срезе в 2,5 мм.
Плазменная резка
Плазменная резка листового металла является современным методом, в котором вместо резца используется струя плазмы.
Основой метода является использование газообразных веществ в высокотемпературном плазменном состоянии, получаемого под влиянием электродугового разряда.
Резка может производиться двум способами: струей и дугой. При обработке дугой лист включается в цепь, дуга образуется между металлом и электродом. При обработке струей резка формируется между двумя электродами.
В качестве плазменного резака могут выступать самодельные приспособления
Плазменный поток возникает на плазмотроне, имеющего электрод, который формирует электродугу.
Далее в рабочее сопло осуществляется подача плазмообразующего газа в виде сжатого воздуха. Температура плазмы может подниматься до 30000°.
Плазменная резка используется для резки и гибки разных металлов толщиной до 20 см.
Благодаря высокой температуре отсутствует тепловое воздействие на участки, находящиеся рядом со срезом, что предотвращает деформацию листа, а также не ухудшает характеристики металла.
:
Особенно это важно при работе с нержавейкой. Может выполняться и фигурная резка.
Плазменная резка и гибка своими руками производятся ручными устройствами, при которых начало резки — момент появления плазменной дуги.
В течение процесса между соплом плазмотрона и металлом нужно поддерживать расстояние до 15 мм.
Лазерная резка
Лазерный станок для резки и гибки металла является новейшим оборудованием. Лазерная резка листового металла основана на тепловой энергии узкосфокуссированного лазерного луча.
Основными достоинствами технологии можно назвать точность, чистоту обработки, тонкий срез.
Метод используется для ювелирных и других изделий, которым требуется сложная фигурная резка и гибка. Метод целесообразно использовать для металла толщиной не более 15 мм.
Цены на оборудование не самые низкие в связи с новизной технологии.
После чего поверхность начинает плавиться в месте контакта, а прилегающие участки тоже нагреваются, но не деформируются и не теряют свои характеристики. Двигаясь, луч создает тонкую линию среза с ровными краями.
:
Инструмент для лазерной резки представлен координатными столами, сопрягающимися с головкой, управляемой микропроцессорами.
Лазерные станки прекрасно обрабатывают хрупкие изделия, твердосплавные материалы.
Обработка листового металла осуществляется различными способами (роликовый нож, станки, резаки и пр.), из которых можно выбрать подходящий вариант резки и гибки своими руками. А для гибки могут использоваться самодельные приспособления.
Источник: http://rezhemmetall.ru/rezka-listovogo-metalla.html
Гильотина-ножницы для резки металла своими руками: инструкция и чертежи
Гильотина для резки используются для раскроя листового железа (даже в пачке, в зависимости от характеристик установки) «холодным» способом, то есть без термического воздействия (например, с применением сварочника или «болгарки»). При этом рез получается ровным, следовательно, после рубки металла дополнительная обработка кромок практически не требуется.
Удобства налицо, но промышленные станки имеют существенный минус – высокую цену. Даже простейшие ручные (механические) модели дешевле 48 500 рублей не найти (китайские поделки за 10 000 – не в счет).
Более функциональные (гидравлические) отличаются порядочными габаритами, поэтому для применения в быту они малопригодны. Да и стоят не менее полумиллиона. Вывод – домашнему мастеру целесообразно изготовить гильотину своими руками. Как ее смонтировать – тема этой статьи.
Гильотина – общее название всех установок, которые позволяют раскраивать металл методом рубки. Суть процесса понятна из рисунка.
Автор предлагает немного отвлечься от темы и поразмыслить. Существует несколько разновидностей данных агрегатов, главное отличие между которыми – в принципе действия. По этому признаку выделяют модели эл/механические, пневматические, гидравлические и ручные (самые простейшие, которые чаще называют гильотинными ножницами).
Источник: https://ssk2121.com/samodelnye-nozhnitsy-dlya-rezki-tonkolistovogo-metalla/
Правила работы на рычажных ножницах
Перед началом работы необходимо надеть печатки, чтобы не порезаться острыми краями металлического листа!
- Накрепко зафиксируйте ручной инструмент на поверхности стола;
- лист металла разместите перпендикулярно лезвиям, удерживая основной рукой (правой у правшей);
- плавно и аккуратно следует нажать на рукоятку сверху вниз.
Во время работы нужно беречь ноги от падения отрезанных кусков металла. Особенно опасны падения ребром, поэтому нельзя работать босиком или в открытой обуви. Для установки ножниц выбирают только прочное, не шатающееся основание.
Работа наиболее простых ножниц по металлу
Принцип резки гильотинными (листовыми) ножницами заключается в том, что ножевая балка устройства, к которой прикреплена подвижная часть инструмента, по рабочему торцу должна иметь угол в 1,5…3°, вследствие чего резка металла происходит неодновременно по всей ширине. Это снижает усилие резки, но требует приёма, который бы компенсировал сдвиг листового металла (жести, плотного картона и пр.) при резке. Таким образом, потребуется надёжный прижим.
Основные узлы сабельной гильотины
Для привода самодельной гильотины можно применить электродвигатель небольшой мощности, поскольку энергоёмкость процесса невелика. Но по результатам расчёта максимального усилия резки часто достаточно и ручного привода, например, рычажного типа (в самодельных устройствах часто предлагается именно он). Потребуется также надёжное направление подвижных деталей в процессе резки, а также жёсткая опорная поверхность станины. В таком случае детали самодельной гильотины и само изделие не будут упруго деформироваться.

В чертежах обычно указываются пределы толщины и ширины листового металла, либо жести, на которые рассчитано устройство. Если же весь процесс получения листовых ножниц своими руками проводится самостоятельно, то проектирование начинают с уточнения силовых характеристик резки и выбора схемы механизма.
Исходными данными для выбора конструкции являются:
- вид материала, с которым будут производиться операции;
- предельные габариты листа по толщине, длине и ширине;
- точность разделения;
- предельные габаритные размеры ножниц;
- тип привода.