Ремонт сварочных инверторов: схемы и неисправности инверторных аппаратов для сварки, почему не включается и как отремонтировать
Проявление неисправностей
Причины поломки инверторного оборудования сильно отличаются, но обычно жалобы возникают из-за воздействий на критически важные компоненты устройства. Также стоит помнить, что неполадки могут возникнуть вследствие ошибочных действий оператора или задания неграмотных настроек. И самая, пожалуй, частая претензия — инвертор вовсе не включается. Распространенной причиной подобного сбоя является неработоспособность сетевого провода.
Однако если дело не в нем, ситуация даже хуже — требуется комплексная диагностика устройства. Иногда сварщики обнаруживают, что дуга нестабильна, или металл разбрызгивается.

Обычной причиной проблемы является неподходящая сила тока. Для каждого типа и сечения электрода должно быть свое значение. Важно: специалист, который хочет иметь стабильную дугу, не варит «максимально быстро, как только возможно», а ориентируется на оптимальные показатели.
Невозможность отрегулировать сварочный ток не всегда связана со сбоями регулятора. Вполне вероятно также, что повреждены контакты подключаемых к этому регулятору проводов. Если и они исправны, можно предполагать короткое замыкание дросселя или поломку вторичного трансформатора. Когда инвертор начинает поглощать слишком много тока даже в ненагруженном состоянии, обычно это свидетельствует о коротком замыкании между витками.
Прикипание электродов к металлу провоцируется падением напряжения в сети. В свою очередь, такая проблема возникает из-за ошибочного выбора сварочного режима и неправильной его настройки. Кроме того, напряжение опускается при подсоединении через удлинитель с недостаточным сечением провода либо через очень длинный сетевой кабель. Индикатор перегрева срабатывает (либо происходит самопроизвольное отключение) при неверном режиме длительности запуска. Проще говоря, аппарату слишком мало и слишком редко дают остывать.


Поломки – причине и их устранение
Даже самое современное оборудование со временем изнашивается и даже выходит из строя. И в таком случае может потребоваться ремонт сварочных инверторов.

Но бывают поломки вызванные и другими причинами:
- Работой в сложных условиях и при больших нагрузках;
- Неправильной эксплуатацией прибора;
- Низким качеством агрегата.
И если первых двух критериев можно избежать, то последний присутствует в оборудовании, произведенном компанией, которая не заботится о своем имидже. Однако и брендовые модели также со временем выходят из строя и тогда требуется ремонт инверторов. Обычно это происходит по двум причинам:
- Неправильной работе электронной начинке агрегата;
- Несоответствие выбранного режима эксплуатации.
Причем второй вид является одним из наиболее распространенных и избежать его можно проверив перед работой правильно ли установлены настройки и внимательно изучив инструкцию прежде, чем запустить прибор.
Обычно производители указывают в документации причины отказов при эксплуатации инвертора и способы проведения ремонта инверторных сварочных аппаратов.
Смотрим видео, частые поломки выхода из стоя блока питания:
Кроме рассмотренных выше случаев существуют и другие, при которых возможна поломка оборудования, значит и последующий ремонт сварочных аппаратов.
К ним относятся:
- «Молчание» прибора при включении;
- Отсутствие сварки;
- Залипание электрода;
- Чрезмерное разбрызгивание металла;
- Неустойчивость дуги.
Почему происходят такие ситуации? И как выполнить ремонт сварочных инверторов своими руками? Начнем рассмотрение с первого случая. Почему возникает неустойчивость дуги? Обычно к этому приводит неправильно выбранный ток для ведения сварки. Он должен соответствовать типу и размерам применяемого электрода. Но в то же время ток нужно подбирать с учетом скорости сварки. Если эти факторы не были учтены, то придется прибегнуть к ремонту инверторов.
Залипание электрода происходит по нескольким причинам:
- Скачкам напряжения в сети;
- Подключению прибора с использованием кабеля с малым сечением;
- Плохом контакте с поверхностью.
Естественно, что и устранение этой неисправности придется выполнять в соответствии с тем, от чего она произошла. Например, улучшить контакт можно, если предварительно зачистить поверхность детали от образовавшейся на ней пленки. Такой ремонт сварочных инверторов можно выполнить своими руками.
Причиной отсутствия сварочного процесса обычно является повреждение кабеля. Но возможно и отсутствие массы на поверхности свариваемой детали.
Смотрим видео, причины поломок и их устранение:
Если инвертор не включается, то возможно причина кроется в сети, к которой он подсоединен. Это может быть низкое напряжение или неправильно подобранный автоматический выключатель в щитке и в таком случае ремонт сварочного инвертора не нужен. Слабый выключатель не позволит осуществить запуск оборудования, он автоматически отключится при этом.
Некоторые пользователи считают поломкой и автоматическое отключение аппарата при перегреве. Но такая ситуация происходит при срабатывании системы защиты, установленной в инверторе. И обычно после охлаждения прибора, работу можно продолжить.
Причины поломки инвертора часто связаны и с неправильной его эксплуатацией, а именно:
- Использованием при неблагоприятных условиях;
- Технически неправильная эксплуатация;
- Применение в помещениях с большой концентрацией металлической пыли.
И так как оборудование это достаточно дорогое и сложное, то лучше соблюдать все требования по его безопасной эксплуатации. Это поможет избежать преждевременного выхода оборудования из строя и необходимости ремонта сварочного инвертора своими руками.
Особенности ремонта платы управления
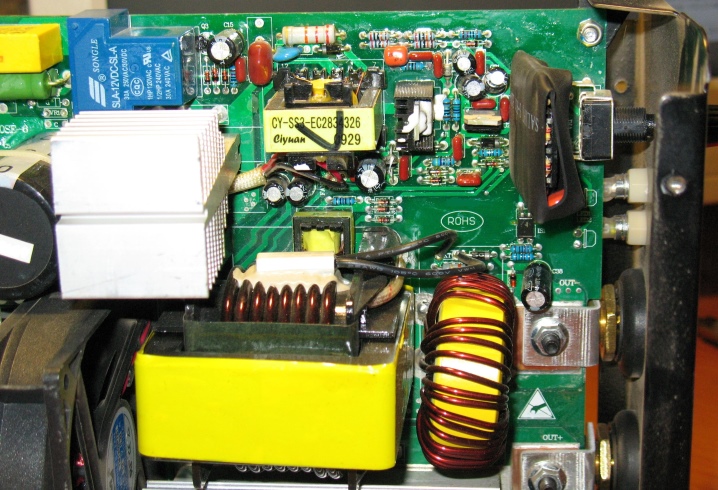
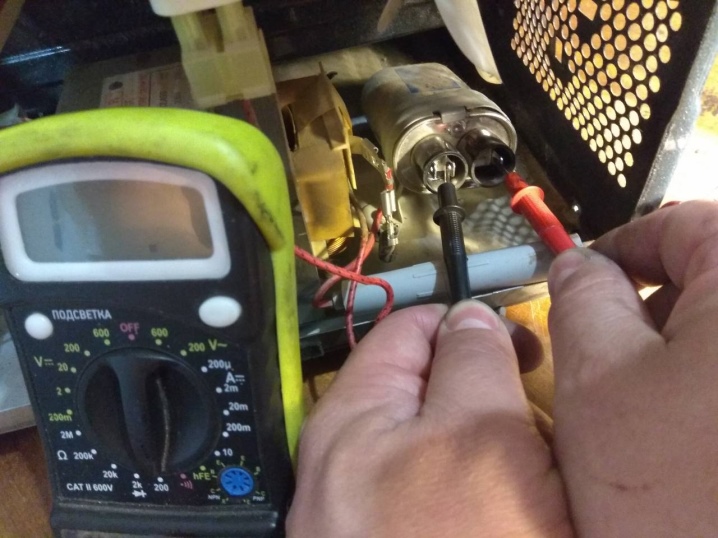
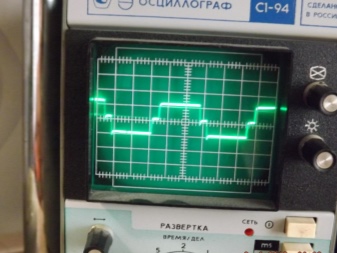
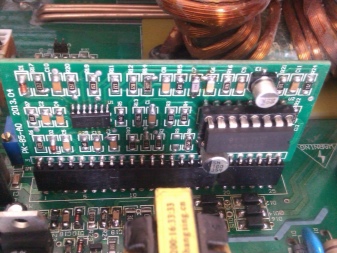
Плата управления — один из самых сложных и важных элементов всего устройства, ведь от платы управления зависит работа всех остальных частей. Сначала будет использоваться осциллограф, а после можно применить и мультиметр.
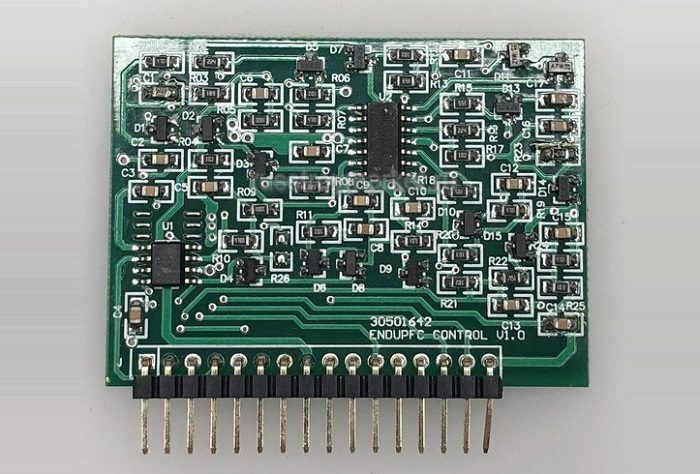
Так выглядит плата управления сварочного инвертора Ресанта САИ-220ПН, если нет понимания, лучше отдать на ремонт специалистам
Включенный сварочный инвертор проверяется в режиме напряжения до 20 В. Регулятор выводят на минимум, черный щуп должен оказаться на клемме, а красный — на шестом выводе. Когда регулятор будет выводиться к максимуму, напряжение тоже должно меняться. Например, если предполагается 160–200 А, то изменение будет в диапазоне 2,4-3,2 В.
Если будут найдены неполадки, то ремонт сделать можно только умея работать с радиоэлектроникой.
Методы ремонта сварочных инверторов
Надёжность полупроводниковых элементов сварочного аппарата и эффективность работы защитных систем практически исключает их выход из строя. Но если это всё же произошло, то, скорее всего, причиной послужило попадание влаги в прибор или же посторонние металлические предметы вызвали замыкание. В этом случае ремонт сварочного инвертора заключается в диагностике поломки, просушки аппарата и удалении посторонних предметов, а также замены неисправных деталей.
Для ремонта вам понадобятся следующие инструменты и оборудование, а именно:
- отвёртка и гаечные ключи;
- паяльник, припой, флюс или канифоль;
- устройство отсоса лишнего припоя;
- мультиметр с режимом измерения сопротивления, тока и напряжения;
- осциллограф двухлучевой для диагностики и окончательной настройки;
- электрическая схема неисправного изделия или аналогичная;
- теплопроводящая паста;
- средство для промывки контактов, токопроводящих дорожек и радиаторов;
- доска из непроводящего материала для удобства диагностики плат при включенном сетевом напряжении.
Важно учесть, что выход из строя силовых элементов аппарата, влечёт за собой возможное выгорание и неисправность соседствующих ёмкостей, сопротивлений и стабилизаторов, а также управляющих микросхем.
После выявления неисправности силовых элементов или схем управления, следует отсоединить детали от радиаторов и отпаять их от плат. При этом нужно пользоваться устройством отсоса излишнего припоя, чтобы облегчить демонтаж элемента и сохранить дорожки платы от деформации. Иначе придётся монтировать дополнительные шины, что не улучшает работоспособность платы. Затем необходимо очистить место демонтажа от флюса и окалины, а радиаторы от остатков старой термопасты и возможного нагара. Убедится в исправности ближайших по схеме компонентов и при необходимости заменить их.
После установки и монтажа новых полупроводниковых или иных деталей, нужно быть уверенным в целостности токопроводящих дорожек, а в случае их повреждения принять меры к устранению недостатков. На очищенные радиаторы нанести новый слой термопасты и закрепить силовые радиодетали. Затем, с помощью тестера, убедиться в исправности подсоединения и включить электропитание инвертора.
Используя осциллограф, проверить корректность работы отдельных узлов, при подключении аппарата к нагрузочному элементу с индикацией и сравнением входных и выходных сигналов. При нормальных характеристиках завершаем ремонт.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Читайте также: Мясорубка centek ct 1609 отзывы

Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Ремонт сварочного инвертора своими руками: схемы и диагностика, как отремонтировать

Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
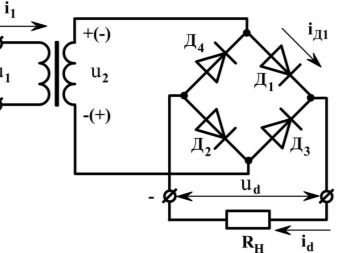
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.
Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Порядок действий при ремонте аппаратов
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки. Инвертор следует разобрать, почистить и внимательно осмотреть изнутри, т. к. проблема может заключаться в избытке пыли или каком-либо отвалившемся проводке, и никакого серьезного ремонта на самом деле не нужно.
Если принято решение осуществить самостоятельный ремонт, то необходим следующий минимальный набор инструментов:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.


Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Порядок действий на первом этапе таков:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
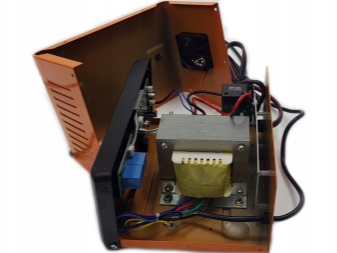
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Диагностика инвертора
Проверка полупроводниковых электронных компонентов выполняется путем замера сопротивления на их выводах со сменой полярности мультиметра. В одном случае оно должно быть близко к нулю, во другом — бесконечно большим.
Перед тем как приступить к диагностике инвертора, необходимо включить последовательно с ним лампочку накаливания 100÷150 Вт, которая будет стабилизировать ток и послужит защитой от короткого замыкания. Кроме того, по свечению лампочки можно судить о рабочем состоянии конденсаторов и силовых транзисторов.
Диагностику инвертора проводим в следующей последовательности:
- Проверка силовых диодов выходного выпрямителя. Замеряем мультиметром сопротивление на выходных клеммах инвертора. В одну сторону должен быть ноль, в другую – бесконечность. Если это не так, то переходим к ремонту: определяем неисправный диод и заменяем его.
- Проверка силовых транзисторов ВЧ-преобразователя. Вначале необходимо определить тип расположения выводов транзисторов. Делаем замер на «пробой», меняя полярность между затвором и двумя другими выводами. Если в обе стороны ноль, то транзистор неисправен и подлежит замене.
- Проверка диодов НЧ-выпрямителя. Здесь диоды включены по мостовой схеме, поэтому вначале нужно определить четыре контактные точки. При нуле в обе стороны диод подлежит замене.
- При исправности всех силовых полупроводников приборов можно подсоединить инвертор к сети. При этом включенная последовательно с ним лампочка сначала вспыхнет на несколько секунд, а затем по мере заряда конденсаторов НЧ-выпрямителя начнет заметно тускнеть. Если хотя бы один из транзисторов ВЧ-преобразователя пробит, лампочка будет гореть полным накалом.
- Затем инвертор можно несколько раз включить и выключить клавишей на лицевой панели. После этого необходимо замерить напряжение холостого хода в нескольких положениях регулятора тока (оно будет несколько меньше номинального).

Перед тем как ремонтировать сварочный инвертор, его необходимо отключить от электросети. Схему с лампочкой можно использовать только на холостом ходу. Проверку аппарата под нагрузкой лучше всего производить с балластным реостатом.
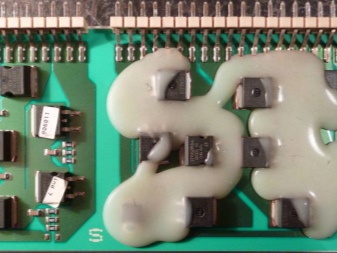
Замена транзисторов
При ремонте сварочного инвертора, возможно, придется заменять транзисторы, стабилитроны, резисторы и другие электронные детали. Для этого необходимо обладать некоторыми навыками по пайке подобных изделий. При замене транзисторов (IGBT и MOSFET) необходимо помнить, что они могут выйти из строя под воздействием статического электричества. Работать с ними рекомендуется на антистатических поверхностях и в браслетах для защиты от статики. На самом деле мало кто полностью следует этим предписаниям, но знать о них все же необходимо.
Для того чтобы заменить силовой транзистор, необходимо выкрутить винт, которым он прижимается к радиатору, отделить его корпус от поверхности, а затем аккуратно выпаять. Установка нового транзистора производится в обратном порядке, перед тем как прижать его винтом к радиатору, нужно нанести на место контакта тонкий слой теплоотводящей пасты.
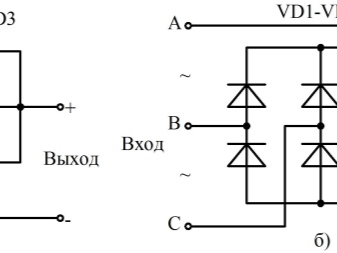
Ремонт выпрямителей
В составе инвертора присутствуют три выпрямителя: однополупериодный выходной и два мостовых: входной и внутреннего питания («дежурка»). Первый имеет в своем составе два диода и проверяется мультиметром через входные клеммы инвертора, а мостовые — по четырем точкам (на разъемах или плате). При ремонте выпрямителей чаще всего заменяются диоды, конденсаторы и балластные резисторы. Специальных мер предосторожности при пайке этих элементов нет, хотя при замене деталей внутреннего источника питания нужно быть предельно внимательным: они установлены на печатной плате. Диоды входного и выходного выпрямителей крепятся на радиаторы. При установке нового элемента перед фиксацией его прижимным винтом нужно обязательно воспользоваться теплоотводящей пастой.
Диагностика конденсаторов
Основные причины выхода из строя электролитических конденсаторов — это механические повреждения, значительные превышения номинального напряжения, нарушение внутренних контактов и старение. В первых двух случаях неисправности можно обнаружить визуально, при этом на торцы большинства моделей электролитических конденсаторов нанесены специальные насечки, которые приподнимаются или раскрываются при «взрыве» электролита (см. фото ниже).
Рисунок 7 — Диагностика конденсатора
Скрытые неисправности достаточно просто обнаруживаются прибором с функцией измерения емкости или же обычным мультиметром. В последнем случае предварительно разряженный конденсатор сначала показывает небольшое сопротивление, которое по мере его заряда от источника мультиметра возрастает вплоть до бесконечности. При замере на контактах неисправного конденсатора прибор показывает либо обрыв, либо какое-нибудь постоянное сопротивление.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Этапы ремонта
Диагностика
Проверка компонентов сварочных инверторов вполне проста и удобна. Перед началом работы надо подсоединить к устройству лампу накаливания мощностью от 100 до 150 Вт. Последовательное подключение ее гарантирует стабилизацию тока и предотвратит короткое замыкание в процессе теста. Еще одним плюсом от такой практики будет возможность оценить работоспособность конденсаторов и транзисторно-силового блока. Схема самостоятельного диагностирования сварочного аппарата пошагово включает прежде всего исследование силовых диодов.

Берут мультиметр и проверяют последовательно сопротивление по клеммам. На одной стороне оно равно нулю, а на другой — представляет безразмерную величину.
Если это правило не соблюдается, проблемный диод потребуется менять. Правда, сначала его придется выделить. Следующим шагом будет тестирование силовых транзисторов на высокочастотном преобразователе.
Первым шагом будет выяснение того, как распределяются выводы самих транзисторов. Когда эта задача решена, с помощью мультиметра устраивается проверка на «пробой» током. О неисправности блока говорит то, что он в обе стороны имеет нулевое сопротивление. Следующий этап — работа с диодами на выпрямителях малых частот. Поскольку такие диоды подсоединяют по «мостовому» принципу, начинают с отыскания 4-х ключевых позиций; при нулевом сопротивлении модуль так же, как и в предыдущем случае, потребуется менять.
Только убедившись, что все силовые проводники работоспособны, можно подавать напряжение! В норме соединенная последовательно лампочка на несколько мгновений даст яркую вспышку света. Но поскольку конденсаторы низкой частоты будут заряжаться, ее свечение постепенно теряет интенсивность. Соответственно, если хотя бы на одном транзисторе происходит электрический пробой, яркость света не уменьшится. Далее инвертор несколько раз включают-выключают и определяют напряжение в различных положениях холостого хода (в норме оно уступает номиналу напряжения на аппарате).

Меняем транзисторы
Эта работа тоже, в принципе, может быть выполнена своими руками. Надо учитывать, однако, что потребуется пайка самих транзисторов, а иногда и некоторых других деталей. Еще специалисты неустанно отмечают, что тонкая электроника легко повреждается статическим электричеством. Придется использовать специальные защитные браслеты и вставать на резиновые коврики. Да, многие самодеятельные мастера игнорируют подобные требования, но тогда за последствия они должны будут отвечать сами.


Силовые транзисторы особым винтом прижаты к радиатору. Этот винт придется аккуратно, но энергично выкрутить. Далее корпус немного отводят от поверхности.
Лишь после этого приходит время выпаивать сам транзистор. Новый блок ставят, выполняя те же манипуляции, но только в перевернутом порядке; перед вкручиванием винта только добавляют слой отводящей тепло пасты.


Ремонтируем выпрямители
Достаточно часто требуется отремонтировать и выпрямительные узлы инверторных аппаратов. Там есть 3 выпрямителя. На выходе расположен однополупериодный модуль. Его дополняют 2 детали, исполненные по мостовой схеме. Одна из таких деталей расположена на входе, а другая – так называемая дежурка отвечает за внутреннее питание.
Выходной спрямляющий блок оснащается парой диодов. Его надо тестировать мультиметром, подключаемым к вводным клеммам. Проверка двух оставшихся выпрямителей проводится методом «четырех точек». Делать ли это на разъемах или через плату — особого значения не имеет. Внутри выпрямителя преимущественно надо менять конденсаторы, диоды и резисторы «балласта».
Прочие компоненты гораздо стабильнее, и вероятность их поломки невелика. Особой предосторожности в процессе пайки выпрямляющих модулей не потребуется.
Однако максимально аккуратно придется работать с деталями внутреннего питающего контура.
Все они прямо завязаны на печатную плату, и при неосторожном обращении она легко выходит из строя. Как и в случае с транзисторами, до закрепления новых деталей наносят слой пропускающей тепло пасты.
Диагностируем конденсаторы
Грубые изъяны механического характера, как и последствия подачи неоправданно высокого напряжения, определяются при внешнем осмотре. Подавляющее большинство модификаций электролитических конденсаторов оснащается особыми торцевыми насечками. В момент «взрыва» электролита они поднимутся или даже раскроются. Сложнее обстоят дела с повреждениями контактов внутри устройства и общим старением конденсатора. Эти дефекты явных визуальных проявлений не имеют.

Но обнаружить невидимые глазу отклонения от нормы помогает мультиметр. В начале разряжают конденсатор и начинают измерять сопротивление. Исправный блок сразу продемонстрирует малое сопротивление. При росте заряда оно будет подниматься и вскоре достигнет бесконечности. Тот же самый тест можно произвести и с приборами, измеряющими емкость; о неисправности говорит обнаружение обрыва или неизменность уровня сопротивления.
Устраняем проблемы в платах управления
Полноценная характеристика методики ремонта не может миновать, конечно, и управляющих систем инвертора. Этот момент актуален, если стандартные проверки мультиметром и простейший ремонт не дают требуемого результата. Важно: отыскать конкретную проблему и локализовать ее четко поможет только осциллограф. Без него можно разве что установить напряжение в контактных пунктах на плате и определить, каково напряжение питания.

Также пригодится прозвонка полупроводников (если проблема в них, то эти приборы почти наверняка понадобится выпаять).
Если осциллограф не дает никаких сигналов, потребуется прозвонка с помощью мультиметра. Тестировать придется все компоненты без исключения, даже если какой-то блок вне подозрения поначалу. Пайка полупроводников весьма сложна. А починить плату управления в целом не получится без доскональных знаний в области радиоэлектроники и понимания приборных схем. Если таких знаний и навыков нет, придется обращаться к профессионалам.

3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).

- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.
- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.

