Делаем профилегиб станок своими руками — варианты изготовления станка с чертежами, фото и видео
Профилегибочный станок. Для чего он нужен?

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.

Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
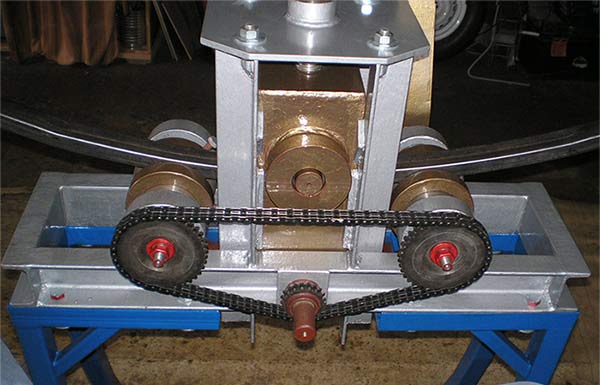
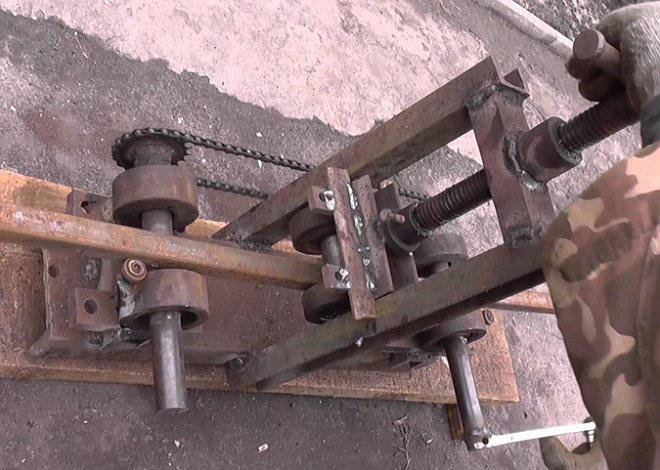
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной
педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.

Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.


.


Обзор производителей профилегибов
Рассмотрим несколько интересных моделей трубогибов для профильной трубы.
 Профилегибочный ручной станок Stalex TR-40 391006 |
Тип привода | Ручной (механический) | Данное устройство предназначено для деформации тру как квадратного, так и прямоугольного сечения. При работе нет необходимости иметь рядом внешний источник питания. |
| Габариты, мм | 650х300х510 | ||
| Вес, кг | 27,8 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 10000 | ||
 Гидравлический профилегиб Stalex HB-40 100261 |
Тип привода | Ручной (механический) | Данный профилегиб хорошо подходит для небольшого производства. Имеет небольшие размеры, что очень удобно и возможность менять ролики для сгибов самого разнообразного профиля. |
| Габариты, мм | 1100х620х340 | ||
| Вес, кг | 53,0 | ||
| Максимальное сечение трубы, мм | 60х30 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 17500 | ||
 Электрический трубогиб Blacksmith ETB51-40HV |
Тип привода | Электрический | Данный трубогиб может работать как в горизонтальном, так и в вертикальном положении, что позволяет сгибать (при необходимости) достаточно длинные заготовки. |
| Габариты, мм | 1200х750х1210 | ||
| Вес, кг | 282,0 | ||
| Максимальное сечение трубы, мм | 80х40 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 180414 | ||
 Гидравлический профилегибочный станок Sahinler HPK 60 |
Тип привода | Электрический | Данный станок так же имеет возможность работать в горизонтальном и вертикальном положении. Гнет профили на любой угол и в один проход. |
| Габариты, мм | 830х1140х1650 | ||
| Вес, кг | 860,0 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 832500 | ||
 Профилегиб METALMASTER MBM 50E |
Тип привода | Электрический | Данное устройство очень удобна, тем что имеет ножное управление и тем самым позволяет оператору держать заготовку обеими руками. Для защиты двигателя от перегрева в корпусе имеется отверстие для отвода горячего воздуха. |
| Габариты, мм | 900x850x1700 | ||
| Вес, кг | 450,0 | ||
| Максимальное сечение трубы, мм | 60х60 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 227400 | ||
 Профилегиб Sahinler PK 30 |
Тип привода | Электрический | Данный профилегиб отлично подходит для небольших частных мастерских. Имеет возможность работы в горизонтальном и вертикальном положении. |
| Габариты, мм | 650х500х1400 | ||
| Вес, кг | 220,0 | ||
| Максимальное сечение трубы, мм | 30х30 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 259800 |
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.




Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.


Самодельный гибочный агрегат

В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Прежде чем приступить к изготовлению, необходимо точно определиться с конструкцией самодельного профилегиба и выполнить хотя бы простейший чертеж. На этом этапе могут помочь многочисленные фото и видео подобных приспособлений, которые можно найти в интернете.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.

Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки

Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов

Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.

Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.

Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже

Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.

Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.

Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.

Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.

Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.

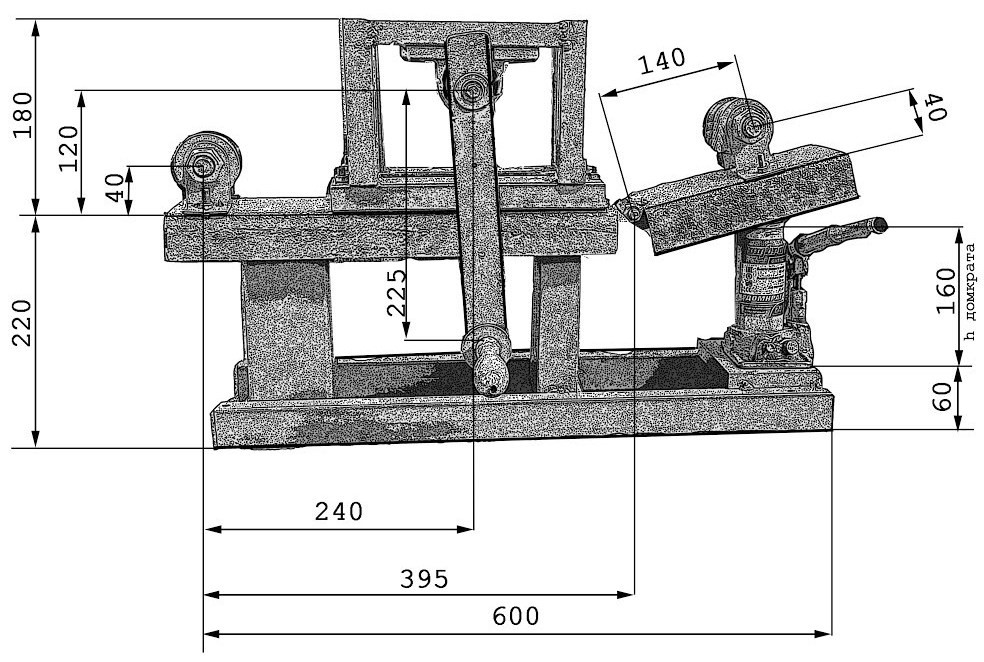
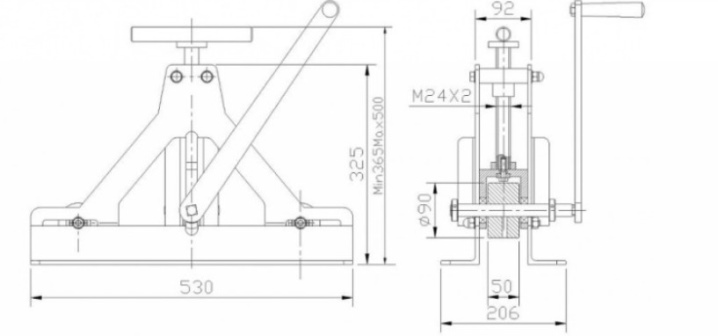
Чертёж профилегиба
Чертёж профилегиба
Чертёж профилегиба
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
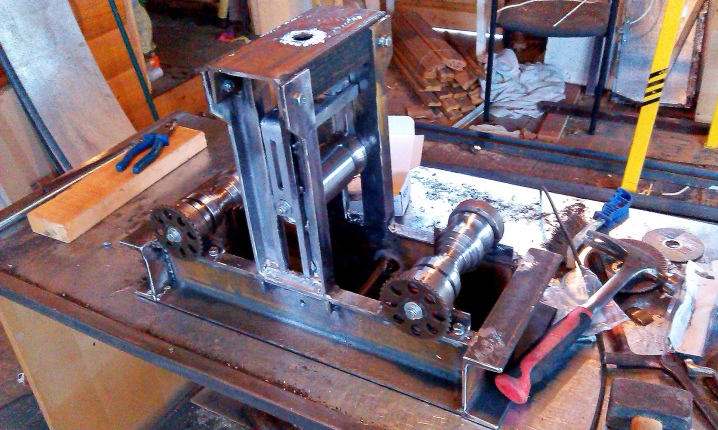
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
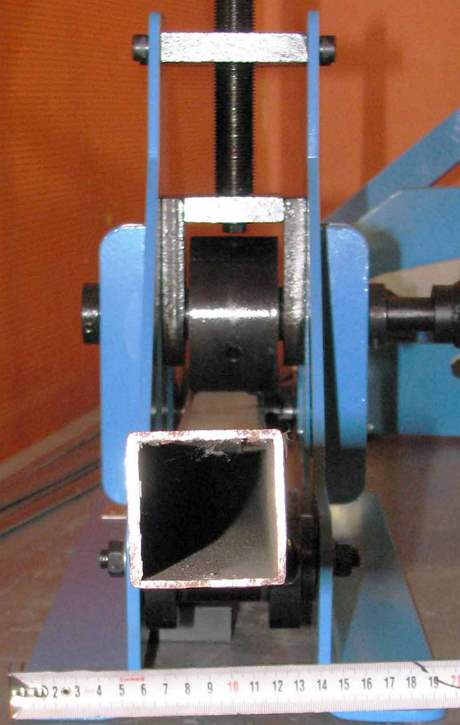
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.











После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
2 Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.

Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Важно! Часто профилегибы объединяют с более распространенными конструкциями — трубогибами, полагая, что их функции одинаковы, а разница заключается только в более узкой специализации трубогибов. Однако, эти устройства по-разному воздействуют на деталь.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Читайте также: 8 способов сделать трубогиб своими руками
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
- Автор: Виктор Каплоухий
- Распечатать
![]()
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые — техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками. Оцените статью:
- 5
- 4
- 3
- 2
- 1
(16 голосов, среднее: 4.2 из 5)Поделитесь с друзьями!Похожие записи:Отрезной станок из болгарки: как сделать удобный инструмент своими руками
Как изготовить клумбу из труб пвх своими руками: пошаговая инструкция
Самоделки из шуруповёрта своими руками
Добавить комментарий
Не отвечать
Войти с помощью:




Уважаемые читатели! Мы не приемлем в комментариях мат, оскорбления других участников, спам и ссылки на сторонние ресурсы, враждебные заявления в сторону администрации и посетителей ресурса. Комментарии, нарушающие правила сайта, будут удалены.
Обязательные поля отмечены *
<текстареа id="modesco-comment" name="comment" cols="45" rows="8" aria-required="true" required="required" placeholder="Оставьте комментарий">
Следить за комментариями этой статьи
Older Posts
- Строительство
- Строительство домов
- Строительство бань и саун
- Строительство гаражей и других объектов
- Лестничные конструкции
- Защита, охрана и безопасность
- Канализация и сантехника
- Электрика
- Отопление
- Вентиляция и кондиционирование
- Ремонт и отделка
- Стены: возведение, выравнивание, отделка
- Полы: выравнивание, отделка, укладка
- Ремонт и отделка потолков
- Двери, замки, ручки, петли
- Окна
- Дизайн интерьера
- Дизайнерские идеи и секреты
- Оформление кухни и столовой
- Оформление зала и гостиной
- Оформление детской комнаты
- Оформление спальни
- Оформление ванной комнаты и санузла
- Оформление балконов и лоджий
- Оформление прихожих, коридоров, гардеробов
- Предметы интерьера и декор своими руками
- Цветы и комнатные растения
- Аквариумы и камины
- Люстры и светильники
- Шторы, жалюзи, карнизы
- Стекло, зеркала
- Мебель
- Мебель для дома
- Мебель для офиса
- Мебель для сада
- Системы хранения
- Ландшафтный дизайн
- Ландшафтный дизайн участка
- Клумбы и озеленение
- Бассейны, водоемы, фонтаны, колодцы
- Ворота, роллеты, заборы и ограждения
- Дорожки, мостики, садовая мебель
- Освещение приусадебного участка
- Архитектура
- Архитектурные памятники, знаменитые архитекторы
- Общественные здания и сооружения
- Проекты индивидуальных жилых домов
- Недвижимость
- Загородная недвижимость
- Зарубежная недвижимость
- Стройматериалы
- Кровельные материалы
- Стеновые материалы
- Фасадные материалы
- Отделочные материалы
- Пиломатериалы
- Оборудование и инструменты
- Документация
-
Зонирование комнаты: как правильно распределить пространство
Рисунки на стенах своими руками: техника и идеи для вдохновления
Строим крыльцо для частного дома: несколько удобных способов
Строим русскую печь своими руками: особенности устройства и кладки
Делаем естественную вентиляцию в частном доме своими руками
Украшаем дом к Новому году своими руками
Тонкости и хитрости дизайна маленькой гостиной
Дизайн узкой прихожей: маленькие хитрости правильного интерьера
Техническое оснащение и удобство на кухне









————————
Мебель
- Мебель для дома
- Для офиса
- Для сада
- Системы хранения
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.

Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.

Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.

Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:





- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Электрический тип привода
Электрический привод профилегиба, как правило, применяется в мастерских любителей, имеющих малую площадь и небольшое количество операций, а также в быту. К недостаткам относится меньшее давление и отсутствие защиты от возможных перегрузок.

Энергия подается с помощью электродвигателя, который создает крутящий момент и передает его на рабочую деталь. К преимуществам электрических профилегибов относится:
- Компактность и высокая эффективность.
- Высокая точность при проведении работ.
- Возможна работа в полу- или автоматическом режимах.

Связанные записи
Токарные станки с ЧПУ: Как Сделать Правильный Выбор для Вашего Производства

Офисная почта
