Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
Читайте также:Как с помощью коронки нарезать малярный скотч на узкие рулончики
1
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
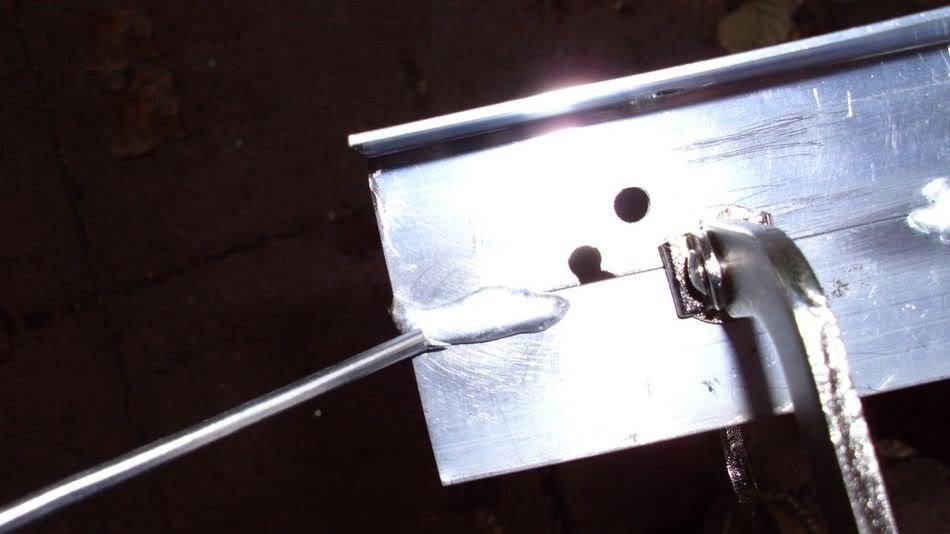
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Как правильно паять алюминий

Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.

В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.

Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.

Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Процесс пайки: поэтапно
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
к содержанию ↑
Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.

Порошковая алюминиевая сварочная проволока
Когда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
к содержанию ↑
Способы
Многих интересует возможность применения аргона, холодной сварки, а также низкотемпературной и газопламенной технологий. Пайка отдельных конструктивных элементов и изделий осуществляется при помощи обычных паяльников, горелок, а также хорошо известных многим паяльных ламп. На данный момент можно выделить 3 основных варианта создания подобных соединений, а именно:
- с применением канифоли в качестве флюса;
- при помощи припоев с разной основой;
- электрохимический процесс.
Первый способ актуален преимущественно для соединения поверхностей небольших площадей. Чаще всего таковыми являются провода и кабели, спаиваемые участки которых на этапе подготовки требуется максимально качественно обработать и залудить, создав соответствующий слой канифоли. Допускается применение раствора упомянутого типа флюса в диэтиловом эфире. Данный метод предусматривает добавление средства без отрыва жала паяльника.
Важно учитывать, что его мощность при спаивании тонких проводов может составлять 50 Вт, а при толщине в 1 мм – 100 Вт.

Пайка с применением припоев достаточно широко используется в современной электротехнике, а также в процессе ремонта автомобилей и изделий из алюминия. На первоначальном этапе необходимо покрыть соединяемые места деталей сплавом. Речь идет об обязательном лужении данных частей непосредственно перед их спаиванием.
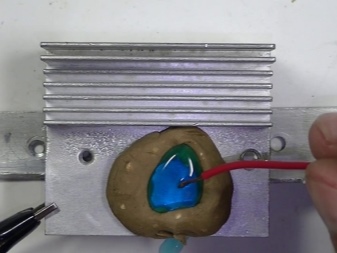
Электрохимический метод – это процедура, выполнение которой требует наличия специальной установки, предназначенной для создания гальванического покрытия. Данное оборудование позволяет выполнять омеднение поверхностей соединяемых элементов. Если такая установка отсутствует, то, в принципе, создать необходимый слой можно самостоятельно. В домашних условиях на предварительно зачищенную наждачной бумагой область наносится медный купорос. Следующий шаг – это подключение к обрабатываемой детали или изделию минусового полюса источника питания.
В качестве независимого источника энергии вполне можно использовать батарейку, АКБ и даже выпрямители. К плюсовому выводу при этом подключают электрод в виде зачищенного медного провода, сечение которого составляет около 1 мм. Его следует расположить на изолированной поверхности (подставке). В результате электролиза на обрабатываемые детали оседает медный слой.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы

Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.

Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.

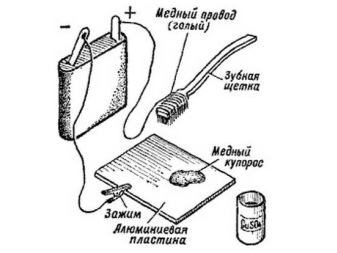
Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.

Припои для пайки

Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.


Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.

Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.

Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
- Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. - Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
- Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов.

Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла.
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.

Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Порошковая проволока
Проволока с флюсом используется при сварке алюминиевых деталей, для пайки она не годится. Сварка алюминия газовой горелкой с порошковой проволокой не осуществляется. Сваривать детали лучше электрическим аппаратом.
Необходимые материалы и подручные средства
Пайка алюминиевых изделий при должной подготовке поверхности может быть выполнена всеми видами припоев. Например, пайка алюминия оловом возможна при снятии оксидной пленки.

Материалы, необходимые для пайки алюминия.
Однако, в большинстве случаев, алюминиевые соединения, полученные при пайке оловянным припоем, имеют низкую надежность из-за плохой растворимости материалов.
Наиболее оптимальными припоями для пайки алюминия являются:
- цинковый;
- медный;
- кремниевый;
- алюминиевый.
На рынке имеется большое количество припоев, на основе указанных выше материалов. Одним из самых распространенных цинковых припоев является ЦОП40, в составе которого имеется 40% цинка и 60% олова. Кроме этого, популярным остается припой 34А, состоящий из 66% алюминия, 28% меди и 6% кремния.
Важно отметить, что проведение работ с правильным припоем и со специальным флюсом для пайки алюминия существенно облегчает задачу.
Отдельного упоминания стоит специальный припой для низкотемпературного пропая алюминиевых деталей. Одним из наиболее распространенных расходных материалов для подобной операции является припой HTS-200.
Конечно, не стоит забывать и об обязательном использовании специального флюса для низкотемпературной пайки алюминия.
В состав флюса для беспроблемной пайки алюминия должны входить хотя бы один из следующих элементов:
- триэтаноламин;
- фторборат цинка;
- фторборат аммония.
Одной из марок флюсов для сварки алюминия газовой горелкой является Ф64. Популярность данного флюса вызвана его большой активностью. Пропаять с флюсом Ф64 можно даже алюминиевые детали без предварительной зачистки оксидной пленки.
В состав флюса Ф64 входят:
- 50% хлорида калия;
- 32% хлорида лития;
- 10% фторида натрия;
- 8% хлорида цинка.
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Почему алюминий плохо паяется
Флюс для пайки — что это такое и для чего он нужен
Данная проблема обусловлена образованием на поверхности металла прочной оксидной пленки, препятствующей адгезии к ней припоя. Для того чтобы разрушить эту пленку, используют специальные флюсы, тщательно очищают ее при помощи различных абразивных материалов: крупнозернистой наждачной бумаги, щетки по металлу.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.
Читайте также:Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Сфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.

Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Пайка алюминия обычным оловом и канифолью
После того, как поверхности алюминиевых изделий обработаны камнем, на них наносится тонкий слой разогретой канифоли. Можно использовать уже готовую жидкую канифоль, а можно растопить сосновую при помощи паяльника или газовой горелки.

Далее процесс пайки алюминия мало чем отличается от пайки меди или других, цветных металлов. Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Даже жидкое олово в виду особенностей алюминия не будет растекаться на поверхности детали. Поэтому берём паяльник и тщательно втираем олово в место соединения. При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
После пайки даём деталям остыть, и проверяем соединение на прочность. И, как показывает практика, спаянное соединение алюминиевых изделий, таким образом, оказывается намного прочнее, чем из меди.

Всё это объясняется тем, что температура плавления меди намного выше, чем у алюминия. Также алюминий имеет большую способность диффузии с другими металлами.
Это наиболее простой и доступный способ соединить две детали из алюминия или «залатать» дыру. Он не требует каких-либо специальных средств и сварки. Вполне возможно, что способ окажется вполне пригодным для пайки деталей и из других цветных металлов.
- Оценки статье:
(2 оценок, среднее: 5,00 из 5)
Загрузка…
Активатор жала паяльника — что это такое?

Пайка алюминия в домашних условиях

Связанные записи
Токарные станки с ЧПУ: Как Сделать Правильный Выбор для Вашего Производства

Офисная почта
