Алмазные карандаши (29 фото): для правки алмазных и шлифовальных кругов, для абразивных дисков 3908-0083 и 3908-008, 3908-0082 и другие правящие карандаши
Что это такое и зачем нужны?
Срок работы шлифовального инструмента указывается в его маркировке. Он называется периодом стойкости, составляет от 1 до 90 мин. Это значит, что каждую минуту (в худшем случае) круг затупляется. Период стойкости зависит от обрабатываемого материала, режимов резания и свойств круга. Алмазные круги могут работать дольше, чем шлифовальные, поэтому частота переточек инструмента зависит еще и от его правильного выбора для обработки конкретной заготовки.
- Алмазный. Режущие зерна из природного или синтетического алмаза. Им обрабатывают закаленные стали, твердые сплавы, керамику, стекло и другие прочные материалы.
- Шлифовальный. Материал зерен разный – корунд, карборунд, песчаник и другие. Он применяется для мягких материалов, сырой (незакаленной) стали и прочего.


При длительной работе любой инструмент изнашивается. Режущие зерна затупляются и ломаются, а затем выпадают. Связка забивается стружкой и мусором (засаливается). Теряется форма и геометрическая точность. Чтобы восстановить режущие свойства, абразивный камень нужно периодически затачивать. Иначе на поверхности изделия появляются прижоги, падает качество и, как следствие, теряется прибыль.
Для заточки в бытовых условиях и на небольших предприятиях лучше всего применять алмазные карандаши. Они простые в использовании и дают хорошие результаты.
Они применяются для заточки:
- цилиндрических;
- конических;
- чашечных;
- тарельчатых;
- резьбошлифовальных;
- дисковых и других абразивных кругов.

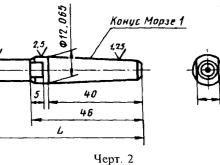
Правящий карандаш представляют собой металлический штырь длиной около 40-80 мм и диаметром 80-100 мм. Он делается из автоматной стали А20 ГОСТ 1414 (она мягкая, поэтому не передает вибрации и повышает качество правки). С одной стороны находится хвостовик. Он бывает:
- цилиндрический;
- конический;
- ступенчатый;
- резьбовой.

Форма наконечника зависит от приспособления, в котором закрепляется карандаш при работе. Многие карандаши требуют специальных зажимов, тогда как конус Морзе надежно удерживается в державке без дополнительных креплений. Если крепление не подходит, то при установке можно пользоваться переходными втулками.
С другого конца расположены кристаллы алмаза, которые связаны металлическим сплавом. Коэффициент теплового расширения связки близок к алмазу, поэтому при работе не возникает дополнительных напряжений, и инструмент служит дольше. Алмазная вставка удерживается в корпусе методом чеканки, пайки или механического закрепления (зажимами). Свойства режущей части у разных карандашей отличаются, поэтому они предназначены для разных типов кругов.
В первую очередь ориентируйтесь по твердости абразивного инструмента.


Точильные круги бывают:
- весьма мягкие (ВМ1, ВМ2 по общей классификации или F, G по ГОСТ Р 25587-2006);
- мягкие (М1, М2, М3 или H, I, J);
- средне мягкие (СМ1, СМ2 или K, L, M);
- средние (С1, С2);
- средне твердые (СТ1, СТ2, СТ3 или O, P, Q);
- твердые (Т1, Т2 или R, S);
- весьма твердые (ВТ или T, U);
- чрезвычайно твердые (ЧТ или V, W, X, Y, Z).



Этот параметр обозначает прочность связки. Чем твердость ниже, тем легче выпадает абразив, и меньше период стойкости.
Такие круги нужно править чаще (исключение – самозатачивающиеся, которые правятся в процессе работы). Твердость указывается в маркировке шлифовального круга, и по ней необходимо подбирать марку карандаша (а точнее – его алмазной вставки). Режущие вставки различаются по типу и размерам зерен, а также по их расположению в кристалле.

Виды карандашей для правки кругов
На практике обычно применяют инструменты нескольких основных видов, различающиеся по расположению алмазов в рабочей части.
- Тип Ц — расположение кристаллов цепочкой.
- Тип С — камни идут слоями (с перекрытиями и без).
- Тип Н — кристаллы не имеют определенной ориентации.
Также изделия относят к разным маркам по количеству алмазов и их массе, размеру оправы и другим параметрам.

Изображение № 3:Таблица соответствия типов карандашей и вариантов обработки поверхностей
К примеру, карандаш типа Ц выполняется из кристаллов массой 0,03–0,5 каратов. Изделия используют для восстановления кругов, предназначенных для бесцентрового фасонного, внутреннего и круглого шлифования.
Инструменты подвида С бывают двух марок:
- мелкозернистые с 10 и более алмазами в одном слое;
- малозернистые с 2–5 камнями на слой.
Изделия обоих типов подходят для чистового шлифования поверхностей.
Карандаш С-класса изготавливается из колотых и дробленых алмазов и используется для восстановления формы абразивных кругов мелкозернистой структуры.
Происхождение кристаллов
По методу получения материал бывает природным и синтетическим.
- Природный. Обладает высокими твердостью и стойкостью. Применяется для чистовой обработки и затачивания твердых кругов. Обладает высокой стоимостью.
- Синтетический. Он стоит гораздо дешевле, но его свойства немного хуже природного. Используется для мягких кругов и грубого чернового затачивания.


Особенности правки алмазным карандашом

Технология правки этим инструментом достаточно проста, не требует специальных навыков и больших усилий. Алмазными карандашами можно обрабатывать и внешние, и внутренние поверхности кругов. Чтобы обеспечить максимальный контакт рабочей поверхности с заготовкой, инструмент размещают в зажиме, на подручнике или другом приспособлении так, чтобы он был наклонен под углом 10–15 градусов.
Снижение качества абразивных кругов связано не только с износом поверхности, но и с ее загрязнением частичками материалов, которые подвергаются шлифовке. Заполняя промежутки между абразивной крошкой, стружка и пыль делают поверхность вязкой. Алмазный карандаш хорошо удаляет эти загрязнения и восстанавливает обрабатывающую способность шлифовальной крошки.
Инструмент также используют для доводки новых кругов. Очень часто их геометрия далека от безупречной, из-за чего во время обработки деталей возникает биение. Чтобы проверить геометрию поверхности, к вращающемуся кругу постепенно приближают маркер. На искривленных участках он начинает оставлять отметины, по которым необходимо пройтись алмазным карандашом. Таким образом, этот инструмент позволяет повысить качество обработки и избежать механических повреждений деталей и самого оборудования.
Производительность(согласно ГОСТ 607-80):
Пункт 2.10.
Удельная производительность карандашей из алмазного сырья 2-го качества и из алмазных порошков должна соответствовать указанной в Таблице №2. при режиме правки по пункту 4.3.
Таблица №2
|
Тип карандаша |
Вид шлифования |
Характеристика шлифовального круга |
Удельная производительность карандашей, см3/ |
|
01 |
Круглое наружное |
24А 25 СТІ К |
34 |
|
41 |
|||
|
02 |
41* |
||
|
04 |
30* |
||
|
Резьбо-шлифовальное |
24А 6 СМ2 К |
9** |
|
|
* Шлифпорошки синтетических алмазов |
|||
|
** Шлифпорошки природных алмазов |
Пункт 4.3.
Контроль эксплуатационных показателей карандашей должен проводиться на станках, соответствующих установленным для них нормам точности и жест кости при правке шлифовальных кругов на следующих режимах:
на операции круглого шлифования:
— рабочая скорость круга с использованием карандашей из синтетических алмазов – 35 м/с.;
— рабочая скорость круга с использованием карандашей из природных алмазов – 45 м/с.;
— скорость продольной подачи – 0,5 м/мин.;
— поперечная подача с использованием карандашей из синтетических алмазов – 0,03 мм./ход.;
— поперечная подача с использованием карандашей из природных алмазов – 0,05 мм./ход.;
— охлаждение – эмульсия не менее 20л./мин.;
на операции резьбошлифования:
— рабочая скорость круга – 35 м./с.;
— скорость продольной подачи – 0,1 м./мин.;
— поперечная подача – 0,01 мм./дв.ход.;
— охлаждение в зону резания – эмульсия не менее 20л./мин.
Рекомендации по выбору алмазных карандашей из природных алмазов в зависимости от применяемости.
|
вид шлифования |
параметры шлифовального круга |
тип и обозначение карандаша |
||||
|
диаметр |
высота |
01 |
02 |
03 |
04 |
|
|
круглое наружное |
750-1060 |
до 63 |
— |
3908-0075 |
— |
— |
|
св. 63 |
3908-0085 |
|||||
|
500-600 |
до 63 |
3908-0054 3908-0072 |
3908-0074 |
3908-0089 |
3908-0068 |
|
|
св. 63 |
3908-0055 3908-0073 |
3908-0075 |
— |
— |
||
|
до 450 |
любая |
3908-0054 3908-0072 |
3908-0074 |
3908-0068 |
||
|
бесцентровое (рабочие круги) |
400-600 |
до 63 |
3908-0054 3908-0072 |
3908-0074 |
3908-0068 |
|
|
св. 63 |
3908-0055 3908-0073 |
3908-0075 |
— |
|||
|
св. 200 (составные круги) |
— |
3908-0075 |
||||
|
250-350 |
до 63 |
3908-0053 3908-0071 |
3908-0074 |
3908-0068 |
||
|
св. 63 |
3908-0054 3908-0072 |
3908-0074 |
3908-0089 |
— |
||
|
бесцентровое (ведущие круги) |
до 300 |
любая |
3908-0053 3908-0054 3908-0071 3908-0072 |
— |
— |
— |
|
200-350 |
3908-0054 3908-0072 |
|||||
|
плоское |
600-800 |
— |
3908-0075 |
|||
|
300-500 |
3908-0054 3908-0072 |
3908-0074 |
3908-0089 |
3908-0068 |
||
|
до 250 |
3908-0052 3908-0071 |
— |
— |
|||
|
внутреннее |
св. 150 |
3908-0053 3908-0071 |
3908-0074 |
3908-0089 |
— |
|
|
80-150 |
3908-0052 3908-0070 |
— |
3908-0068 |
|||
|
10-63 |
3908-0051 |
— |
— |
Рекомендации по выбору алмазных карандашей из синтетических алмазов в зависимости от применяемости.
|
вид шлифования |
параметры шлифовального круга |
обозначение карандаша |
|||
|
диаметр, мм |
высота, мм |
твердость |
зернистость |
||
|
круглое наружное |
750-1060 |
63-200 |
М-СМ-С |
16-40 |
3908-0088 |
|
до 600 |
до 63 |
до СТ1 |
3908-0086 |
||
|
до 300 |
до 32 |
до СТ2 |
25-40 |
3908-0091 |
|
|
плоское |
до 500 |
до 63 |
до СТ1 |
16-40 |
3908-0088 |
|
до 300 |
до 32 |
до СТ2 |
25-40 |
3908-0086 |
|
|
бесцентровое (рабочие круги) |
400-600 |
до 200 |
М-СМ-С |
16-40 |
3908-0088 |
|
до 400 |
до 63 |
до СТ1 |
25-40 |
3908-0086 |
|
|
внутреннее |
св. 150 |
любая |
до СТ1 |
8-40 |
3908-0088 |
|
до 150 |
3908-0086 |
||||
|
шлицешлифование боковых сторон, шлицешлифование внутреннего диаметра |
до 300 |
до 32 |
до СТ2 |
16-40 |
3908-0091 |
|
зубошлифование |
3908-0069 |
ПРАВИЛА ПРИЕМКИ
3.1. (Исключен, Изм. N 2).
3.2. Приемочному контролю на соответствие требованиям пп.1.3 (размер конуса карандашей исполнения В и посадочного диаметра карандашей исполнения А и С), 2.4-2.6 и 2.9 подвергается каждый карандаш; на соответствие требованиям пп.1.3 (остальные размеры) и 2.8 подвергаются 10% карандашей от партии, но не менее 5 шт.; на соответствие требованиям п.2.10 подвергаются карандаши из синтетических алмазов зернистостями 1600/1250 и 1000/800 в количестве 0,3% от партии, но не менее 5 шт.
Партия должна состоять из карандашей, изготовленных за один технологический цикл, из одной партии алмазного сырья и одновременно предъявленных к приемке по одному документу.
(Измененная редакция, Изм. N 1).
3.3. (Исключен, Изм. N 1).
3.4. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве карандашей по всем показателям.
При наличии дефектов в повторной выборке партию не принимают.
(Измененная редакция, Изм. N 1).
3.5. Периодическим испытаниям на соответствие требованиям п.2.10 подвергаются не менее 5 карандашей из алмазного сырья массой одного зерна 0,10-0,20; 0,20-0,50 карата, из алмазных шлифпорошков зернистостей 200/160 или 400/315 не реже одного раза в год.
(Измененная редакция, Изм. N 2).
Правка с помощью шарошек
Шарошка для выполнения операции правки абразивных кругов – это изделие, состоящее из металлических пластин, расположенных на одной оси. Они выполнены в виде зубчатых колес. При прокатывании шарошка для абразивных кругов снимает довольно большой слой с круга. Это определило область ее применения – выполнение черновой правки шлифовальных кругов.
Размеры абразива
Имеется в виду размеры кристаллов алмаза, закрепленных в связке, из которых состоит режущая часть инструмента.
- Крупнозернистые. Размер – от 10 каратов. Хорошо подходит для профильного шлифования и правки больших кругов. Используются при грубой заточке, когда нужно снять большой слой зерен. Благодаря естественным режущим граням у него длительный срок службы.
- Мелкозернистые. Их величина – 0,03-0,5 карата. Применяются при окончательной заточке шлифовального круга для придания ему точной геометрической формы. Такие алмазные вставки изнашиваются быстрее, поэтому применять их для грубой обработки нецелесообразно.

Маркировка алмазных карандашей
Чтобы выбрать подходящий инструмент, обратите внимание на маркировку. Стандартные обозначения изделий прописаны в ГОСТ 607-80. В регламенте указаны такие параметры, как размер инструмента, разновидности, технические требования и т. п.
Обязательными становятся следующие пункты:
- товарная марка компании, которая выпустила карандаш;
- обозначение изделия без первых шести цифр;
- виды алмазов (01, 02, 03), где буква А соответствует природным камням, С — синтетическим;
- номер согласно маркировке производителя.
Пять первых цифр в шифре — стандартное обозначение расположения камней и их веса, который колеблется в пределах 0,5–2 карата.
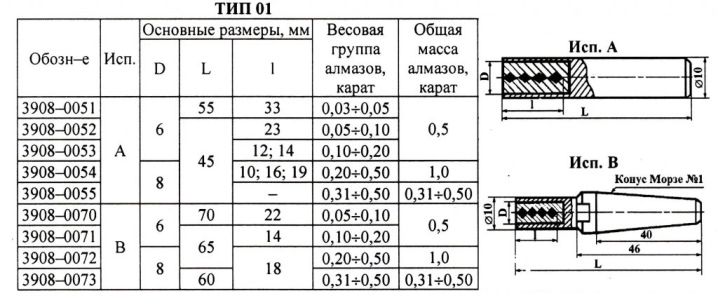
Номера 0051–0055

Изображение № 4:Цепочное расположение природных алмазов
В этих изделиях камни размещены по цепочке. Сфера применения карандашей — правка абразивных кругов средней плотности. В составе — природные алмазы.
Масса алмаза по номерам:
- 0051–0053 — 0,5 карат;
- 0054 — 1 карат.
Номера 0081–0085

Изображение № 5:Слоистое расположение природных кристаллов
Кристаллы идут послойно. Изделия используют для правки кругов максимальной твердости. В составе — природные алмазы.
Масса алмаза по номерам:
- 0081–0083, 0085 — 1 карат;
- 0084 — 2 карата.
Номера 0086–0088

Изображение № 6:Послойное расположение технических камней
Алмазы в изделиях расположены слоями. Масса всех кристаллов — 1 карат. Камни синтетические, подходят для шлифовки кругов средней твердости диаметром до 600 мм.
Виды по расположению кристаллов
Это самое важное различие правящих карандашей, именно ему нужно уделить большее внимание при выборе. Алмазные зерна могут идти в ряд (в цепочку), слоями или быть хаотично разбросанными.
В цепочку
В этом случае зерна массой 0,3-0,5 карат идут строго друг за другом вдоль оси инструмента. Такое обычно встречается в алмазах природного происхождения. Такой карандаш обозначается как тип 01 с буквой «Ц».
Применяется при бесцентровом шлифовании и обработке круглых наружных и внутренних поверхностей, затачивании кругов средней твердости.
Слоями
Такая ориентация зерен есть и в естественном, и в искусственном камне. Размер зерен – от 0,1 до 0,2 карат в каждом слое. Обозначение такой вставки – тип 02 с буквой «С». Она обладает большой износостойкостью и применяется для окончательной правки кругов с умеренной и высокой твердостью размером до 600 мм. Эти карандаши подходят для разных кругов, но все же у них есть некоторая специализация.
- Карандаши 3908-0081, -0082, -0083, -0084 и -0085 больше подходят для больших и твердых кругов.
- Модели 3908-0086, -0087 и -0088 лучше работают с кругами умеренной твердости и размером до 600 мм.
Для справки. Частота вращения шлифовальных кругов не регулируется, и рабочая скорость определяется диаметром инструмента. Чем он больше – тем выше скорость съема материала, и тем тяжелее условия работы правящего карандаша.
С алмазами на сферической поверхности
Размер зерен на рабочей поверхности – 0,05-0,2 карат. Обозначение вставки – тип 03.

Неориентированное
В таком кристалле зерна не имеют четкого направления. Размер фракций – 1-2 карат (63-1000 мкм). Такой инструмент маркируется как тип 04 с буквой «Н». Область использования таких карандашей – заточка и идеальное выравнивание мелкозернистых кругов, которые дают высший класс точности изделия.
Все характеристики правящего карандаша указываются в его маркировке.
Маркировка
В сопроводительной документации к инструменту всегда указывается:
- марка завода-производителя или поставщика;
- итоговые 4 цифры номера артикула;
- номер изделия;
- краткое обозначение шифра.
Остальные характеристики прописаны в ГОСТ 607-80 «Карандаши алмазные для правки шлифовальных кругов». Оттуда можно узнать:
- геометрические размеры;
- форму и посадочные размеры хвостовика (нужны при выборе приспособления для закрепления или переходной втулки);
- число абразивных зерен в одном карате;
- вид алмазного кристалла (А – природный, С – синтетический);
- ориентацию алмазных зерен;
- массу одного зерна.
Кроме того, можно проверить достоверность информации производителя. Она должна совпадать с указанной в ГОСТе. Инструмент имеет буквенно-цифровую маркировку, в которой указываются все эти параметры. Во всех моделях, независимо от их характеристик, вначале всегда ставятся цифры 3908.


ГОСТом определяется ориентация зерен:
- 01 – по цепочке;
- 02 – слоями;
- 03 – зерна располагаются по сферической поверхности;
- 04 – хаотичное (неориентированное) направление.
Далее обозначается тип корпуса (исполнение):
- А – цилиндрический;
- В – конический;
- С – ступенчатый.
Он прописывается в маркировке.
- Карандаши марки 3908-0051 – 3908-0069 имеют цилиндрический хвостовик.
- 3908-0070 – 3908-0080 – конический (конус Морзе 1).
- 3908-0081 – 3908-0093 – ступенчатый с 2-мя исполнениями (в разных исполнениях хвостовиков конец бывает плоский или сферический с радиусом R11).
Изделиям присваивается номер, который ставится после цифр 3908.
- Инструменты с номерами 0051-0055. В них зерна располагаются цепочкой по окружности, при этом их масса – 0,5 или 1 карат (в -0054).
- В карандашах с маркировкой 0081-0085 алмазы ориентированы слоями. Их вес составляет 1 или 2 карата (в -0084).
- В инструментах под номерами 0086-0088 зерна тоже направлены слоями, их масса – 1 карат.
- В номерах 0059-0068 зерна расположены хаотично.
Можно узнать все характеристики карандаша, для этого его достаточно найти в ГОСТе. Кроме того, маркировка карандашей может содержать дополнительную информацию:
- марку естественного алмазного порошка;
- марку искусственного алмаза;
- подгруппу алмазного сырья.
Например, 3908-0082 I ГОСТ 607-80. Это значит, что тип карандаша – 02 (с расположением зерен слоями), используется алмазное сырье типа 1 группы XVI подгруппы «а – 1». А карандаш 3908-0092 выполнен с хаотичным направлением зерен (тип 04), группа сырья – XV, подгруппа «а – 2», тип 1.
Вне зависимости от моделей карандашей, правила пользования у них одинаковые.

Как применяют алмазные карандаши?
Правка абразивных кругов алмазным карандашом — высокоточный способ восстановления свойств рабочей поверхности изделия. Инструмент позволяет править фасонный профиль и возвращать исходную геометрию на высоких скоростях. Процесс правки представляет собой обтачивание хрупкого материала более плотным абразивом.

Изображение № 2:Схема установки карандаша относительно обрабатываемого наждачного круга
Для получения оптимального результата рекомендуется устанавливать инструмент под углом в 10–15 градусов в сторону вращения круга с небольшим разворотом в направлении подачи. Такой способ позволяет периодически вращать инструмент по оси, уменьшая нагрузку и разрушение рабочей части карандаша.
Технические требования и правила контроля
- В карандашах типа 03 алмазы должны быть расположены равномерно по сфере.
- Алмазы на рабочей поверхности карандаша должны быть вскрыты.
- На поверхности алмазного элемента не должно быть раковин и трещин, видимых невооруженным глазом.
- На поверхности карандаша должна быть четко нанесена следующая маркировка:
- товарный знак предприятия-изготовителя;
- обозначение карандаша (кроме первых 6 цифр);
- обозначение подгруппы алмазного сырья — для карандашей из природного сырья: подгруппа «о» не маркируется; подгруппу «а-1» маркировать цифрой 1, «а-2» — цифрой 2, «а-3» — цифрой 3;
- Индекс «С» — для карандашей из синтетических поликристаллических алмазов;
- Номер карандаша по системе нумерации предприятия-изготовителя.
- На карандашах типов 01 и 02 (кроме карандашей 3908—0055, 3908—0073) должна быть нанесена риска, указывающая размер алмазоносной части карандаша.
- Наружные карандашей контролируют измерительными инструментами и приборами.
- Карандаши по пп. 1,2 и 3 контролируют наружным осмотром.